HEIDENHAIN iTNC 530 (340 49x-02) Pilot User Manual
Page 91
91
D
e
fining Machining O
p
erations
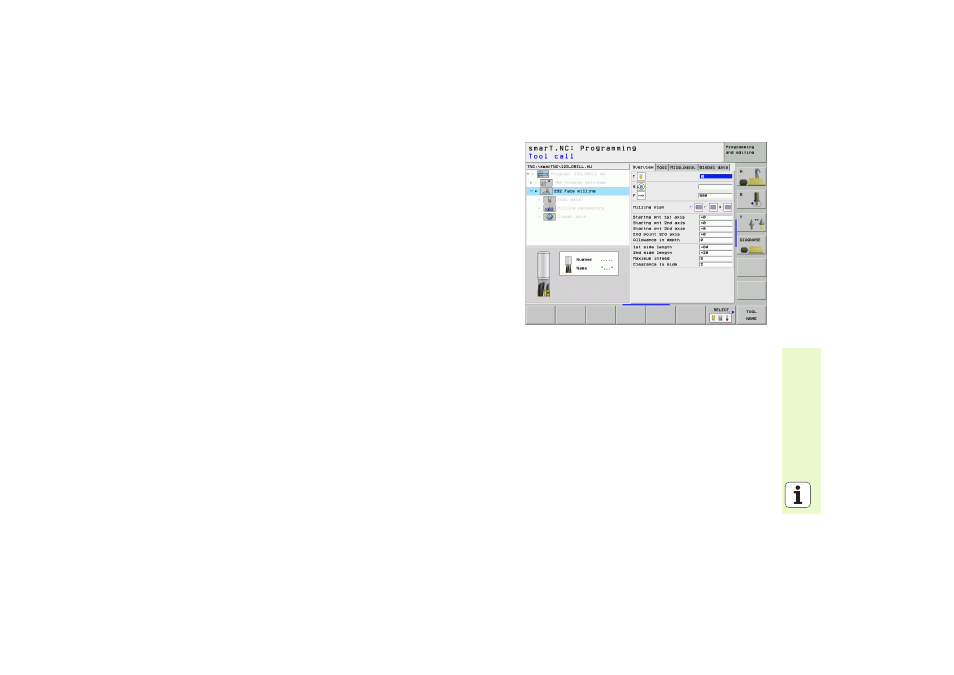
Unit 232 Face Milling
Parameters on the overview form:
8
T:
Tool number or name (switchable via soft key)
8
S
: Spindle speed [rpm] or cutting speed [m/min or ipm]
8
F
: Feed rate for plunging [mm/min] or FU [mm/rev] or FZ [mm/tooth]
8
Milling plan:
Selection of the milling plan.
8
Starting point in 1st axis:
Starting point in the reference axis.
8
Starting point in 2nd axis:
Starting point in the auxiliary axis.
8
Starting point in 3rd axis:
Starting point in the tool axis.
8
End point in 3rd axis:
End point in the tool axis.
8
Allowance in depth:
Finishing allowance for the depth.
8
1st side length:
Length of the surface to be milled in the reference
axis, referenced to the starting point.
8
2nd side length:
Length of the surface to be milled in the auxiliary
axis, referenced to the starting point.
8
Maximum infeed:
Maximum infeed per cut.
8
Clearance to side:
Lateral distance by which the tool moves beyond
the surface.