HEIDENHAIN iTNC 530 (340 49x-02) Pilot User Manual
Page 85
85
D
e
fining Machining O
p
erations
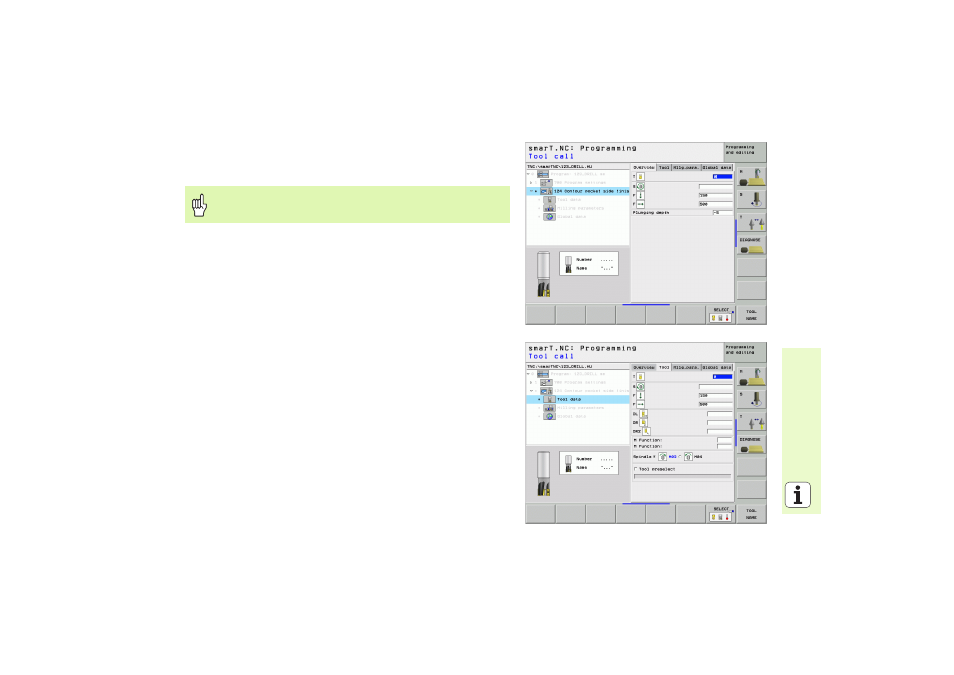
Unit 124 Contour Pocket Side Finishing
With the side finishing unit you can finish the side of a contour pocket
that has been roughed-out with unit 122.
Parameters on the overview form:
8
T:
Tool number or name (switchable via soft key)
8
S
: Spindle speed [rpm] or cutting speed [m/min or ipm]
8
F
: Feed rate for plunging [mm/min], FU [mm/rev] or FZ [mm/tooth]
8
F
: Feed rate for plunging [mm/min] or FU [mm/rev] or FZ [mm/tooth]
8
Plunging depth:
Infeed per cut.
Additional parameters on the tool detail form:
8
DL:
Delta length for tool T.
8
DR:
Delta radius for tool T.
8
DR2:
Delta radius 2 (corner radius) for tool T.
8
M function:
Any miscellaneous function M.
8
Spindle:
Direction of spindle rotation. As a default, smarT.NC sets M3.
8
Tool preselect:
If needed, this is the number of the next tool for faster
tool change (machine-dependent).
Always run the side finishing operation after floor finishing!