Super Systems 9200 User Manual
Page 34
Model 9200 Programmable Dual-loop Controller
SSi Manual SERIES 9200
34 Programmable Dual-loop
Relay Assignments
Administrator
Relay
Setpoints
Administrator
Analog Input Setup
Administrator
Analog Output Setup
Administrator
Passcode and Alarm
Administrator
IP
Address
Administrator
Event
Control
Administrator
Valve Setup (Nitriding Only)
Administrator
Valve Inputs (Nitriding Only)
Administrator
Programmer Setup
Administrator
Recipe
Transfer
Administrator
User
Calibration
Administrator
Full
Calibration
Operator
Set Menu Security
Operator
Read/Write Raw Data
SSi
Tuning Assistant
Operator
Curve
Entry
Operator
Alternate PID Setup
Operator
Analog Input Board Setup
Operator
AI Board Calibration
Operator
ADAM Correction
Operator
Aux SP Configuration
Operator
The four Security Levels available are:
Operator Level 1 Full access to the indicated screen
Supervisor Level 2 Access to screen is limited by Passcode (Passcode and Alarm Screen)
Administrator Level 3 Access to screen is limited by Passcode (Passcode and Alarm Screen)
SSi
Level 4
Used by SSi personnel for configuration purposes
Read/Write Raw Data
Used by SSi personnel.
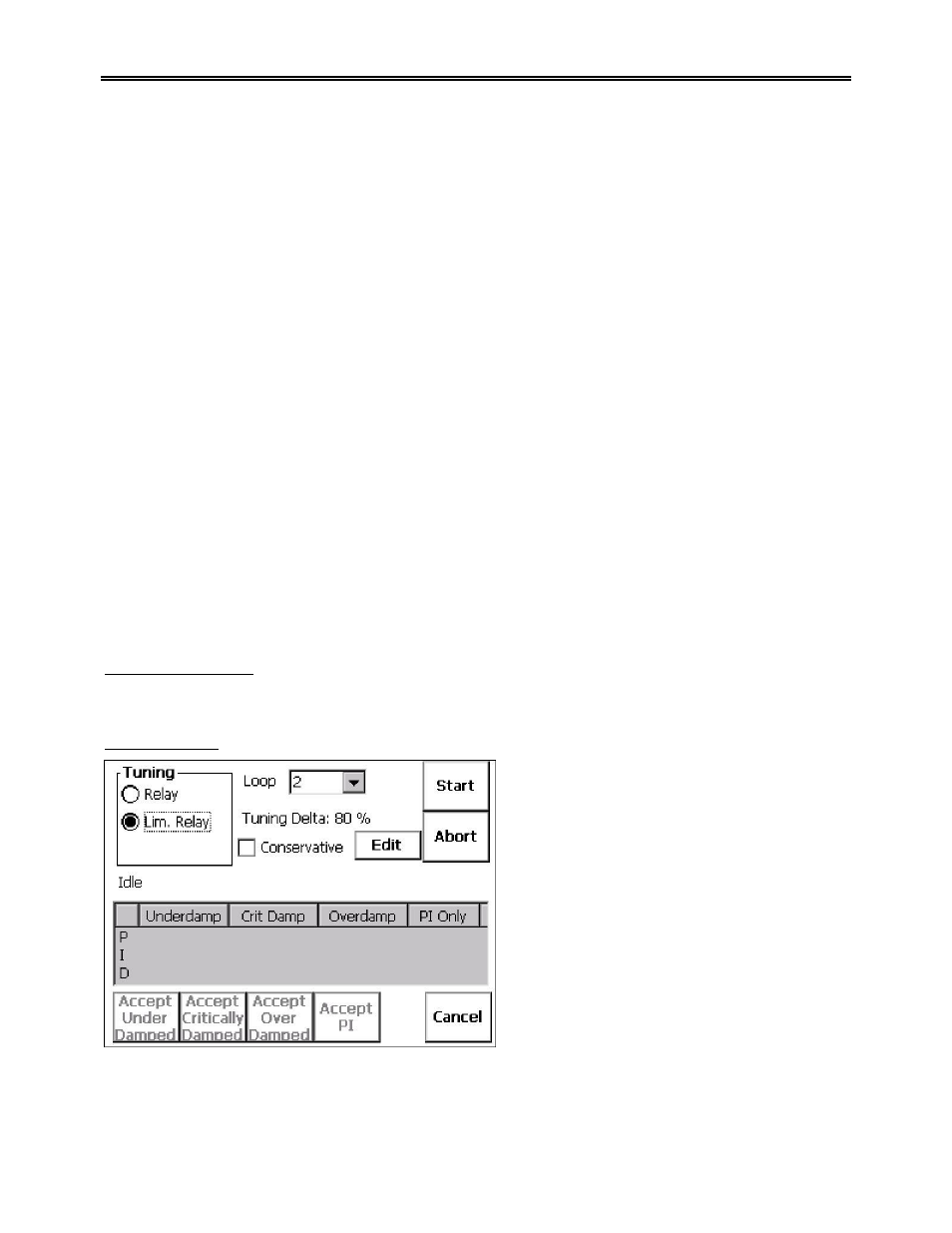
Tuning Assistant
The Tuning Assistant menu option will allow the
user to automatically generate the PID loop
settings for the control loops in the 9200
controller.
Note: The four buttons at the bottom of the
screen: Accept Under Damped, Accept
Critically Damped, Accept Over Damped,
and Accept PI will be inaccessible until some
PID settings are loaded into the PID settings list
above the buttons
. The Cancel button in the
bottom right of the screen will close down the
screen. The user can select the loop to use from
the drop down list next to “Loop” at the top of
the screen. The loop choices are: 1, 2, or 3.
This will select the specific loop to perform the
auto tune on. The user can select the tuning option from the “Tuning” section on the top left of the
screen. The choices are: Relay and Lim. Relay (Limited Relay). This option will allow the user to limit
the output value while the controller is controlling the furnace. Normal operation will typically use 100 %