Addenda, Continued) – ERICO CADWELD for Rebar Splicing System User Manual
Page 16
Addenda
(continued)
Tap Hole Relocation
Due to unforeseen clearance restrictions, B-Series sleeves are
sometimes welded to structure assemblies with their tap hole
oriented in the wrong directions, preventing the splicing
equipment from fastening to the sleeve. In some instances
the only method of correction is to redrill a new tap hole in
a different location. This can be accomplished without altering
the function of the splice sleeve as long as the following con-
ditions are met.
1. The new tap hole should be the same size and distance
from the end of the sleeve as the original tap hole.
2. When splicing a standard grade 60 (420 MPa) reinforcing
bar, the abandoned tap hole should be plug welded using
at least an E70XX electrode or equivalent.
3. Drilling of the new tap hole should always be accomplished
without the assistance of cutting oils or other lubricants to
prevent contamination of the splice sleeve and subsequent
cleaning.
Erroded Tap Hole Repair
Improper seating of the pouring basin against the sleeve
can cause filler metal or slag leakage to occur, eroding small
amounts of the external splice sleeve surface. When it is
impractical to remove the sleeve, strength integrity can be
restored by building up the eroded area with at least an
E70XX electrode or equivalent.
Cleaning Rusty Sleeves
To clean B-Series sleeves that are welded to structural assem-
blies and have become rusty, we recommend the following
procedures:
1. Flame dry sleeves with torch to remove all moisture
and/or burn away any other foreign matter. Flame should
be soot free and not leave any residue or deposits on
the inside sleeve surface. A “rose-bud” torch tip is
recommended.
2. Using a solid end brush (contact ERICO
®
for brush size
and information), and a pencil grinder with compatible
revolutions per minute capacity, clean the inside sleeve
and plate surfaces.
3. Any pitting in the grooves not cleaned by the end brush
can be cleaned using a radial end brush (wheel brush).
The wheel brush can be attached to an arbor and used in
the pencil grinder.
4. Clean tap hole using a tube brush.
5. All brushes must be run dry. Lubricants or other abrasives
should not be used.
14
www.erico.com
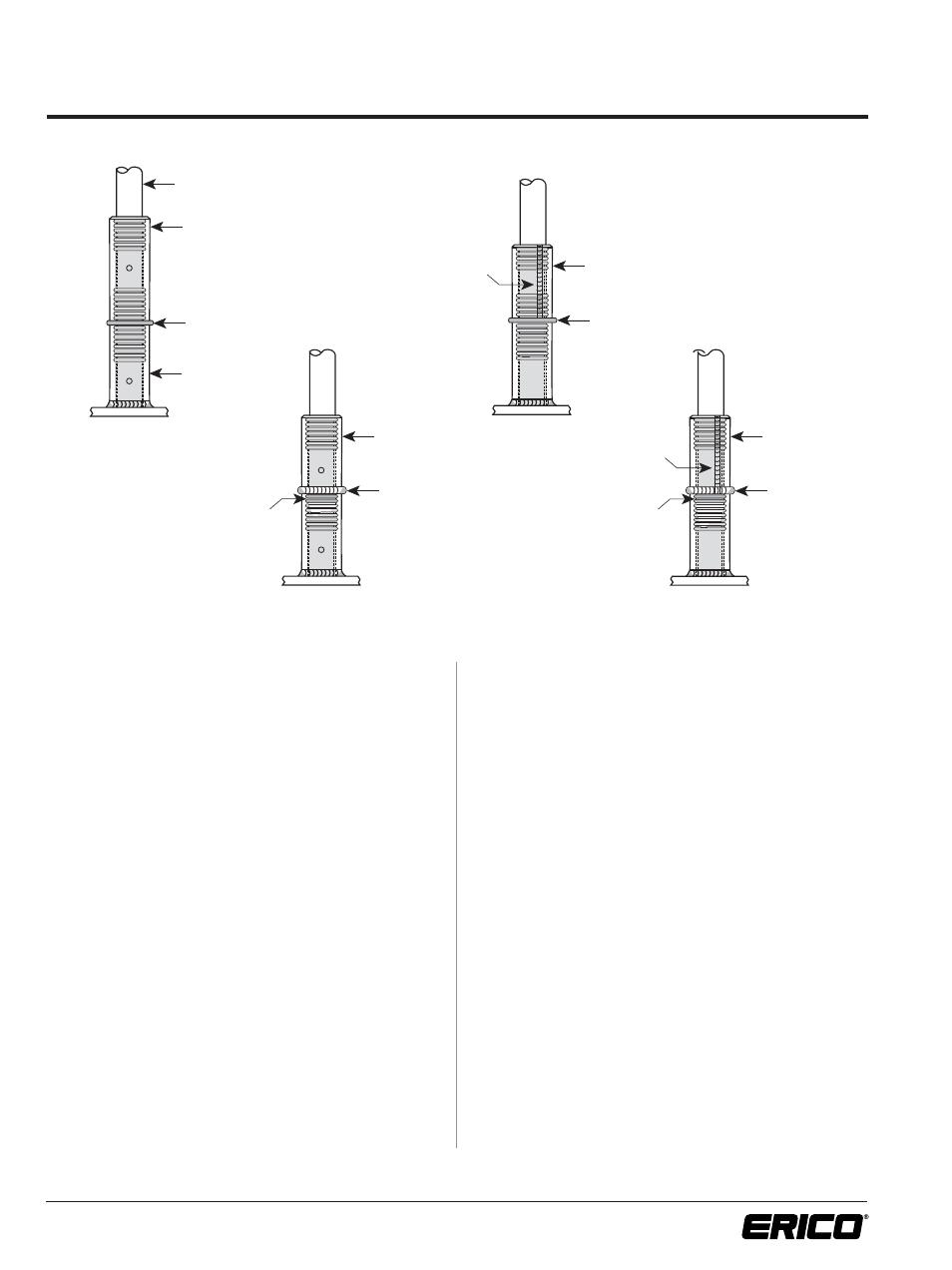
Rebar
CADWELD Bar-to-Bar
Splice Sleeve
Fillet Weld
Void filled with
filler metal
CADWELD
Structure
Splice Sleeve
(TYP)
Void packed with
packing material
CADWELD
Structure
Splice Sleeve
Structural
Weld
Packing
Material
Void packed with
packing material
CADWELD
Split Structure
Splice Sleeve
Structural
Weld
Packing
Material
Structural
Weld full
length of
sleeve
Void filled with
filler metal
CADWELD
Bar-to-Bar
Split Splice
Sleeve
Fillet Weld
Structural
Weld full
length of
sleeve