MK Products CobraTig 150 XM User Manual
Page 27
CobraTig 150 Owner's Manual P/N 091-0541 - Page 27
Connect the multimeter to the shunt labelled CURRENT, set the tungsten
arc gap and the gas setting and press CURRENT START. Once the 10
A arc is established, use the ADJUST UP and ADJUST DOWN buttons
to reach 2.50 mV on the multimeter. Once this mV value is read, press
the 10 A button, this will automatically jump the current to the 80 A output
value.
Use the UP and DOWN buttons to set the mV value to 20.0 mV, then
press 80 A. This cycle will repeat once more then quit when ready.
Once the arc is extinguished, the output current has been calibrated.
Adjust Down
Press this button to adjust the bar graph setting to match that of the ref-
erence value being read - voltage or current.
Section 14
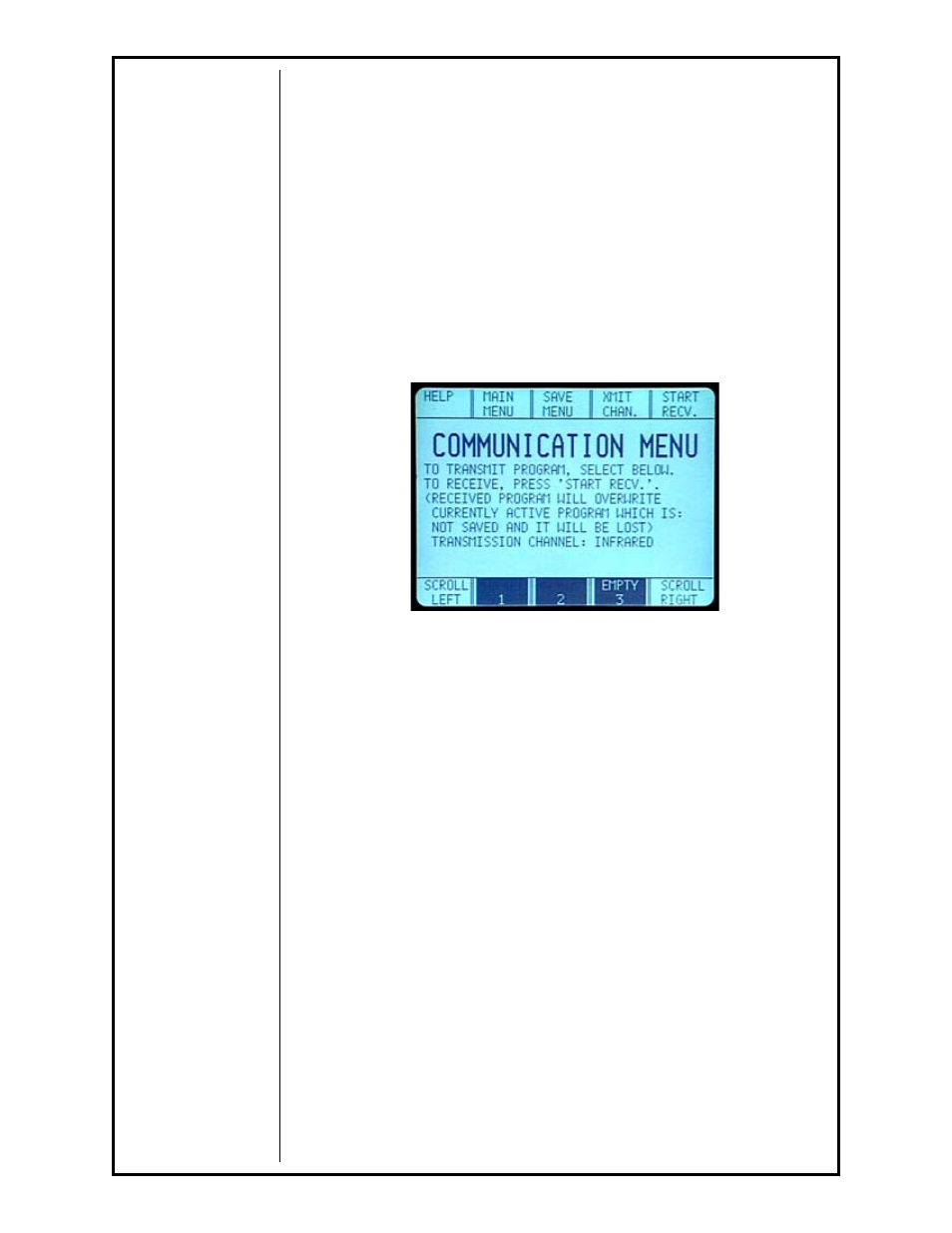
Communication Menu
It is from this screen that weld procedures can be transferred from one
CobraTig® 150 XM unit to another. There are two paths available for trans-
mission: IR (Infra Red) and Wired Cable. The IR method works much like a
TV remote, just have the two units facing each other at a distance up to 10
feet and commence transmitting. While the Wired Cable is a cable hookup
between the units’ RS232 transmission ports on the rear panels.
Help
Press this button to read a brief description of the CALIBRATION MENU
button descriptions and functions.
Main Menu
Press this button to return to the MAIN MENU.
Save Menu
Press this button to change to the SAVE MENU.
Xmit Channel
This button will toggle between two choices of transmission. Either Infra
Red or Wired Cable.
Start Receive
To begin transmitting a procedure to another machine, press this button.
Scroll Left
Each time this button is pressed, the locations of where each weld proce-
dure is saved or can be saved to, will move three numbers to the left.