MK Products CobraTig 150 XM User Manual
Page 21
CobraTig 150 Owner's Manual P/N 091-0541 - Page 21
Pressing this button will toggle the high voltage arc starter from the
prompt READY TO WELD (high voltage enabled) to READY TO TEST
(high voltage disabled). This toggle is visible at the bottom of the WELD
ORBITAL screen.
Scroll Down
Press this button in order to scroll the highlighted field from one DE-
MAND parameter down to the next. Adjustment of each parameter is
performed using the ADJUST UP or ADJUST DOWN buttons.
Adjust Down
After the SCROLL UP or SCROLL DOWN buttons have been used to
select a parameter to be modified, press the ADJUST DOWN button to
decrease the numerical value of that parameter.
As this button is pressed for each parameter a vertical bar graph shows
the decreasing value, both numerically and in height of the bar graph.
For most parameters, a minimum value is obtained once the vertical bar
graph has reached the bottom of the scale. There is also a change in
the sound once the minimum has been reached, from a single ‘beep’ to a
triple ‘beep’.
Section 11
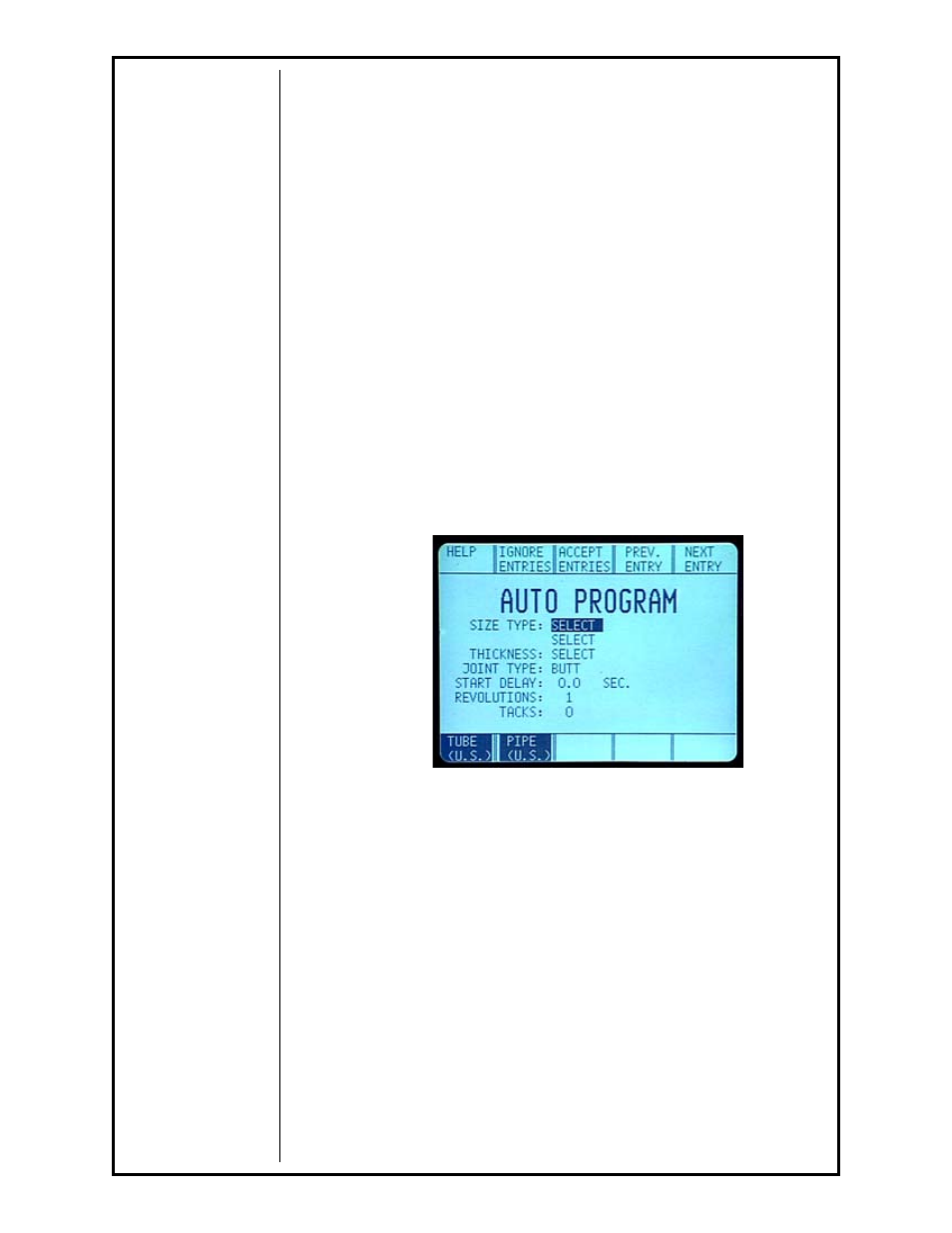
Auto Program Generator
From the main menu screen press Auto Prog. The ease of using the Co-
braTig® 150 XM comes primarily from this feature. By simply inputting some
basic tube or pipe variables, the CobraTig® 150 XM digital controller can
generate and produce a near ideal weld procedure.
The following menu will guide the operator through basic fields of information
entry. Beginning with selections for tube or pipe and diameter and wall thick-
ness. Additional information can be designed into the procedure that include
different pulse types, up to 5.0 seconds motor delay time, multiple revolu-
tions, and programming of up to 7 opposing tacks.
Help
Press this button to read a brief description of the APG button descrip-
tions and functions.
Ignore Entries
Pressing this button at any time during the design of a weld procedure,
will automatically return the program to the MAIN MENU and lose all
entered information.