Aluminum – Hypertherm HD4070 Rev.1 User Manual
Page 154
OPERATION
HyPerformance HD4070
Instruction Manual
4-29
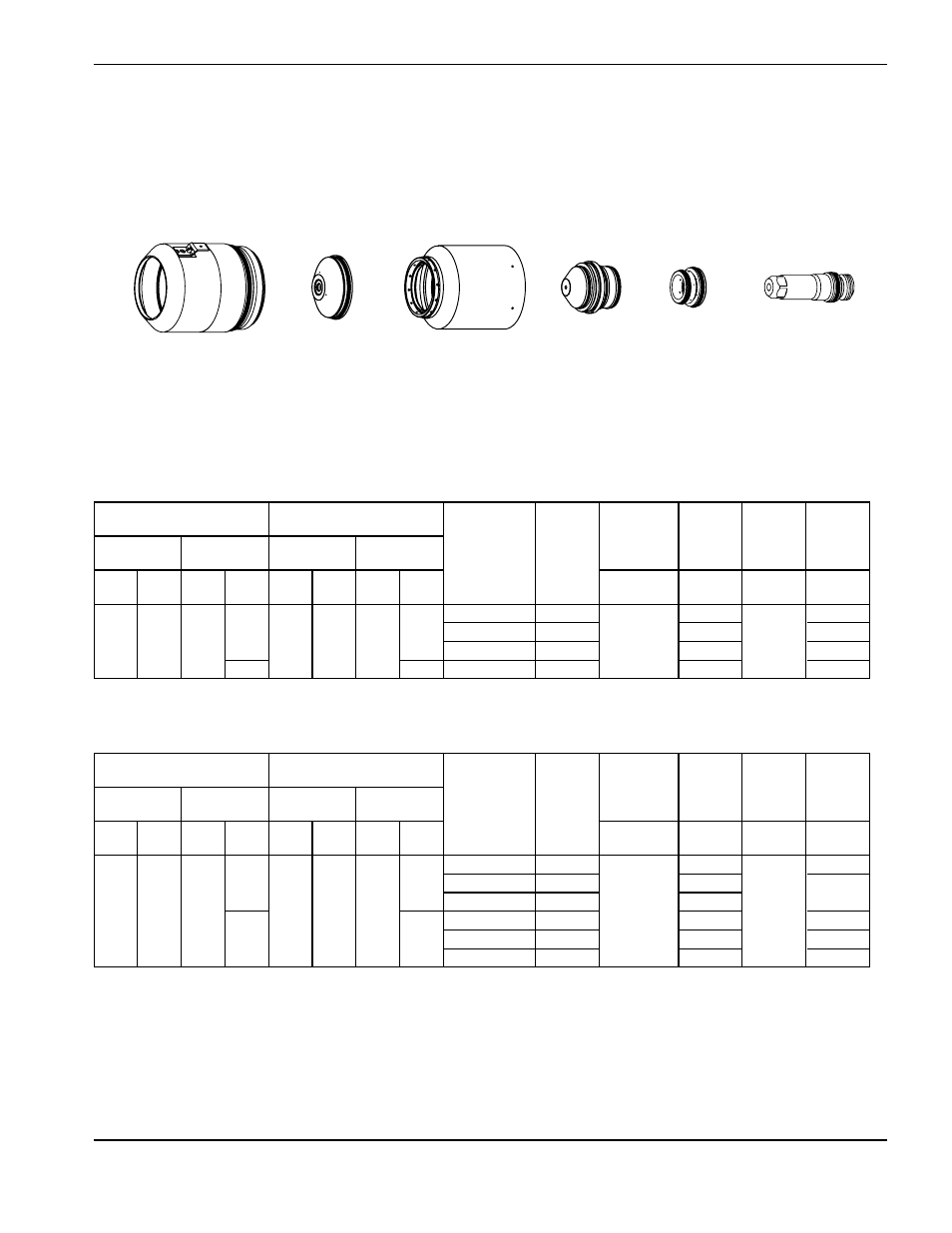
Aluminum
H35-N
2
Plasma / N
2
Shield
200A Cutting
220398
220345
220347
220346
220342
220307
Pierce height = torch-to-work distance X pierce height factor
Metric
English
H35
N2
H35
N2
H35
N2
H35
N2
in
ipm
%
seconds
3/8
153
120
0.5
7/16
153
110
1/2
154
100
9/16
156
90
0.7
5/8
158
80
0.8
3/4
161
60
1.0
0.6
70
35
70
35
0.250
150
45
0
0
32
0
31
Test Preflow Rate (%)
Test Cutflow Rate (%)
Material
Thickness
inch
Arc
Voltage
Plasma
Shield
Plasma
Shield
Torch-to-
Work
distance
Cutting
Speed
Pierce
Height
Factor
Pierce
Delay
H35
N2
H35
N2
H35
N2
H35
N2
mm
mm/m
%
seconds
10
153
2950
0.5
12
154
2625
0.6
15
157
2125
0.8
35
35
20
161
1500
1.0
0
32
0
0
31
45
150
70
70
6.2
Test Preflow Rate (%)
Test Cutflow Rate (%)
Material
Thickness
millimeters
Arc
Voltage
Plasma
Shield
Plasma
Shield
Torch-to-
Work
distance
Cutting
Speed
Pierce
Height
Factor
Pierce
Delay