Tweco 100 Auto-Cut User Manual
Page 100
Manual Nro. 0-4764
A-8
APÉNDICE
D
escripción de las entradas / salidas del CN
C
Entrada de parada de emergencia— Requiere una conexión cerrada apta para 35 mA. @ 20 Vcc para que la unidad
opere. El puente entre TB1-1 y TB1-2 (instalado en fábrica) debe ser retirado al conectar el circuito
(suministrado por el usuario) de parada de emergencia
.
4
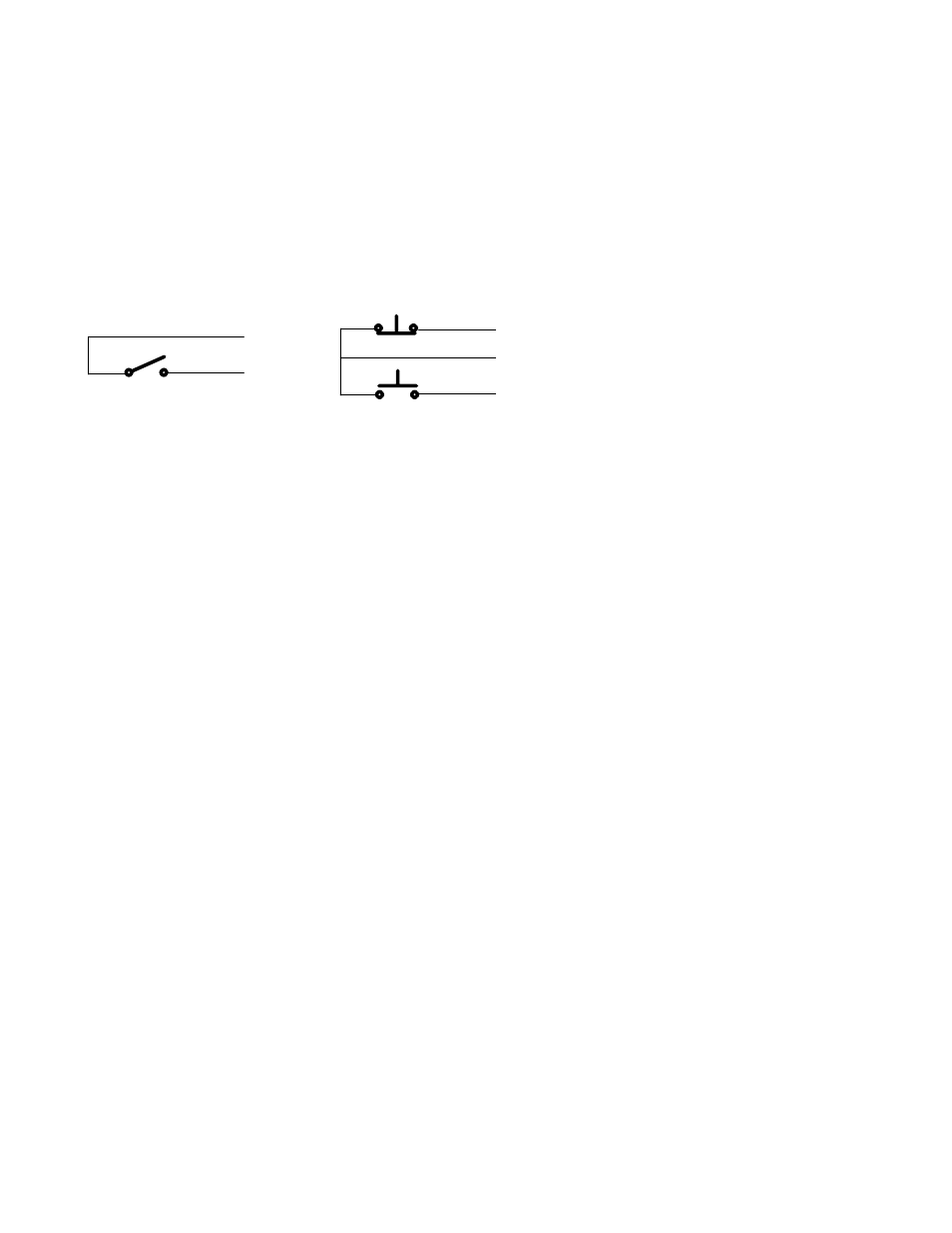
Entrada de arranque/parada—Requiere interruptor (pulsador o con retención) apto para 35 mA. a 20 Vcc
Configuraciones del circuito de arranque/parada. El arranque por pulsador y parada con retención está disponible
solamente en TB1
.
MOMENTARY START / STOP
START / STOP
TB1-6
TB1-5
TB1-4
SUSTAINED START / STOP
START
STOP
TB1-5
TB1-6
Salida de tensión de arco dividido — La señal de tensión de arco está aislada de la fuente de alimentación para
plasma, sin embargo el (-) es común con las otras señales aisladas del CNC. El nivel máximo de la señal de tensión de
arco dividido depende de la relación real de veces en que se divide el arco, sin embargo, no puede exceder de
aproximadamente 12 V
.
3
Entrada analógica de control de corriente— El control de corriente analógico incluye el módulo analógico de
aislamiento; habitualmente, no se requiere un módulo separado de aislamiento a pesar de que el negativo de la
entrada es común con las otras entradas aisladas del CNC. La escala de la entrada analógica de control de corriente
es lineal y sus límites son: 0 V = 0 A, 10 V = salida MÁXIMA. Sin embargo, la corriente MÍNIMA de salida es 10 A. El
usuario es responsable por el ajuste de la tensión analógica correcta para mantener la salida en al menos 10 A. Para
utilizar el control analógico de corriente en la placa de circuitos de entradas/salidas, lleve el conmutador SW 11
hacia abajo y en la placa de la CPU PCB ajuste SW8-2 en activado (ON) (arriba)
.
Entrada de retardo en el arranque—Normalmente abierta, se cierra para activar el retardo en el arranque. El
circuito admite 10 mA. a 20 Vcc. Retarda la ignición del piloto mientras continúa el pre-flujo de gas. Se usa para
sincronizar los arranques cuando se utilizan múltiples suministros de plasma sobre la misma mesa de corte. El
usuario debe suministrar el circuito para mantener las entradas de retardo en el arranque hasta que todas las
antorchas hayan encontrado su altura
.
Entrada de pre-flujo encendido— Normalmente abierta, se cierra para iniciar el pre-flujo previo a la señal de
ARRANQUE normal. El circuito admite 10 mA. a 20 Vcc. Normalmente, los controles de altura de antorcha (THC)
emiten la señal de ARRANQUE a la fuente de alimentación para plasma luego de haber encontrado la altura de la
antorcha. Luego el plasma tarda 1 ó 2 segundos (o más) para efectuar el pre-flujo antes de encender el piloto.
Algunos THCs tienen una salida que puede iniciar el pre-flujo anticipadamente, durante el ciclo de búsqueda de la
altura, para economizar 1 ó 2 segundos en cada corte
.
Salida de piloto encendido – Los contactos del relé admiten 1 A a 120 Vca / 28 Vcc. Los contactos se cierran cuando
el piloto se enciende. Pueden ser cableados en paralelo con los contactos ‘Ok to Move’ para arrancar el movimiento
de la máquina una vez establecido el piloto. Se utiliza cuando se arranca sobre perforaciones en la pieza a cortar. El
arranque sobre perforaciones requiere el ajuste del SW8-1 en activado (ON) (arriba) en la placa de circuitos de la
CPU para prolongar el tiempo del piloto. Al prolongar el tiempo del piloto para arrancar sobre perforaciones en la
pieza o para cortar por sobre perforaciones, reducirá la vida de las piezas de la antorcha
.
Salida de habilitación del movimiento de la mesa (OK to Move) — Activa cuando se ha establecido el arco de corte,
el arco se transfiere a la pieza a cortar. Se utiliza para ordenarle a la mesa de corte que inicie el movimiento según X
e Y. Los contactos del relé admiten 1 A a 120 Vca ó 28 Vcc cuando el conmutador SW6 está ajustado para contacto
libre de potencial. Cuando SW6 está ajustado para tensión de CC, la salida suministra 15-18 Vcc con 100 mA. Puede
ser cableado en paralelo con el contacto ‘Pilot On’ para arrancar el movimiento de la máquina ni bien se establece el
piloto
.