Appendix “c” - applications – Red Lion LEGEND User Manual
Page 56
-54-
APPENDIX “C” - APPLICATIONS
DUAL PRESET COUNTING APPLICATION
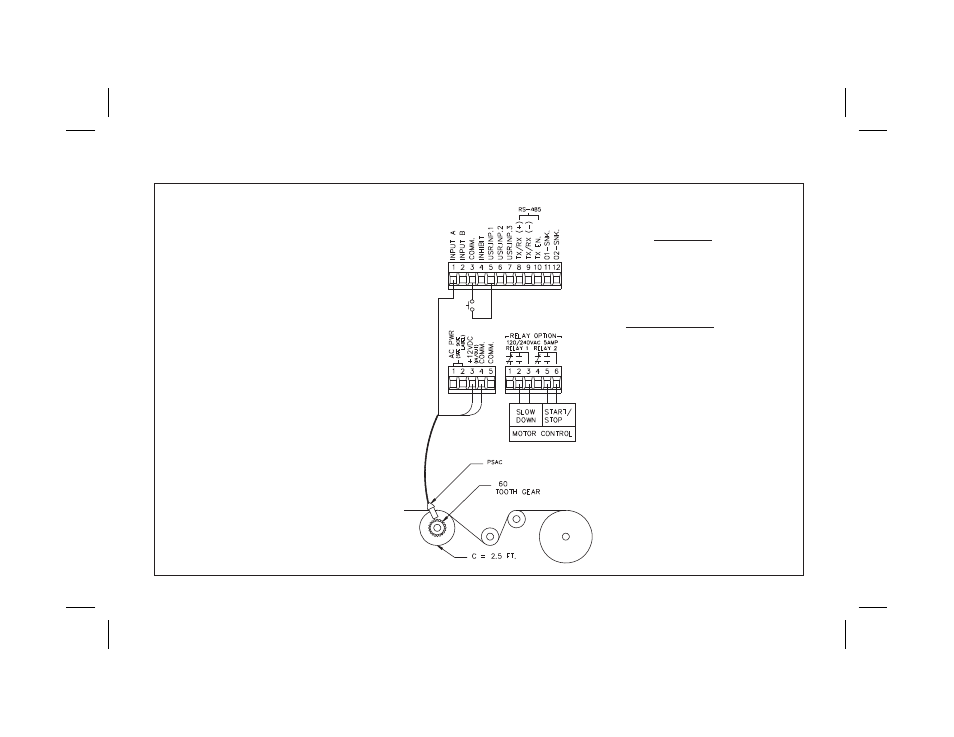
A typical industrial application for a Legend unit
requires both a slow down output and a final stop
output. The Legend can be easily programmed to solve
this requirement. For instance, a textile web process
requires a dual output as the web progresses to the
proper length. A typical length of material for this
application is a 10,000 foot length. In this case, it
would be best to set the unit up for Manual Reset with
Preset tracking. Preset 2 is set at 10000 and Preset 1 set
for 9500. The counter causes the process to slow down
until 10,000 (preset 2) is reached at which point Output
2 would activate and latch for final stop. The advantage
of using Preset tracking is that when changing the total
length it is only necessary to change Preset 2 (length).
P r e s e t 1 ( s l o w d o w n ) w i l l ma i n t a i n t h e s a me
differential (500), assuming the same amount of slow
down is required. In the program counter module, the
continue mode is programmed for count with direction
x1 (CT=DIRx1) with input B disconnected so the unit
will count in a positive direction. The reset action mode
is set for reset to preset 2 and the automatic reset mode
is disabled. In the program options module the preset
tracking is enabled. User input function key F1 is set to
reset the count display and user input 1 is programmed
to set output 2 in case of an emergency stop. Outputs
one and two are assigned to the count display for latch
mode, and the reset with count is enabled.
The accompanying drawing shows an PSAC sensing
a 60 tooth gear which is attached to a 2.5 f t.
Circumference drum. Since the unit of measure is a foot,
the first step is to find the number of pulses per foot that
will be used.
The following formula is used.
Pulses/ft. = 60 pulses/rev. = 24 pulses/ft.
2.5 ft./rev.
Since the desired readout is in feet, and there are
24 pulses per foot, it is necessary to scale the count.
To determine the multiplier that is needed, the
formula below is used.
K
T
= Desired Display Units = 1
¸ 24 = 0.041667
Number of Pulses
The remaining scale factor (K
R
) required is
determined by dividing the total scaling factor (K
T
)
by the number of count edges. (NCE).
K
R
= K
T
¸ NCE = 0.0416667 ¸ 1 = 0.0416667
The general rule for choosing a count scale
multiplier (SCM) is used to get the maximum
amount of decimal point accuracy. A Count Scale
Multiplier of 0.01 is used, which would give a scale
factor (rounded off) of 4.1667.
SF = K
R
¸ SCM = 0.0416667 ¸ 0.01 = 4.1667
If we used the count multiplier as the scale
factor, and used a scale multiplier of 1, the scale
factor would round off to 0.0417, in which case 2
decimal places of accuracy would be lost.