Machining of aluminium and non-ferrous materials – Sandvik Coromant Parting and grooving - users guide User Manual
Page 48
46
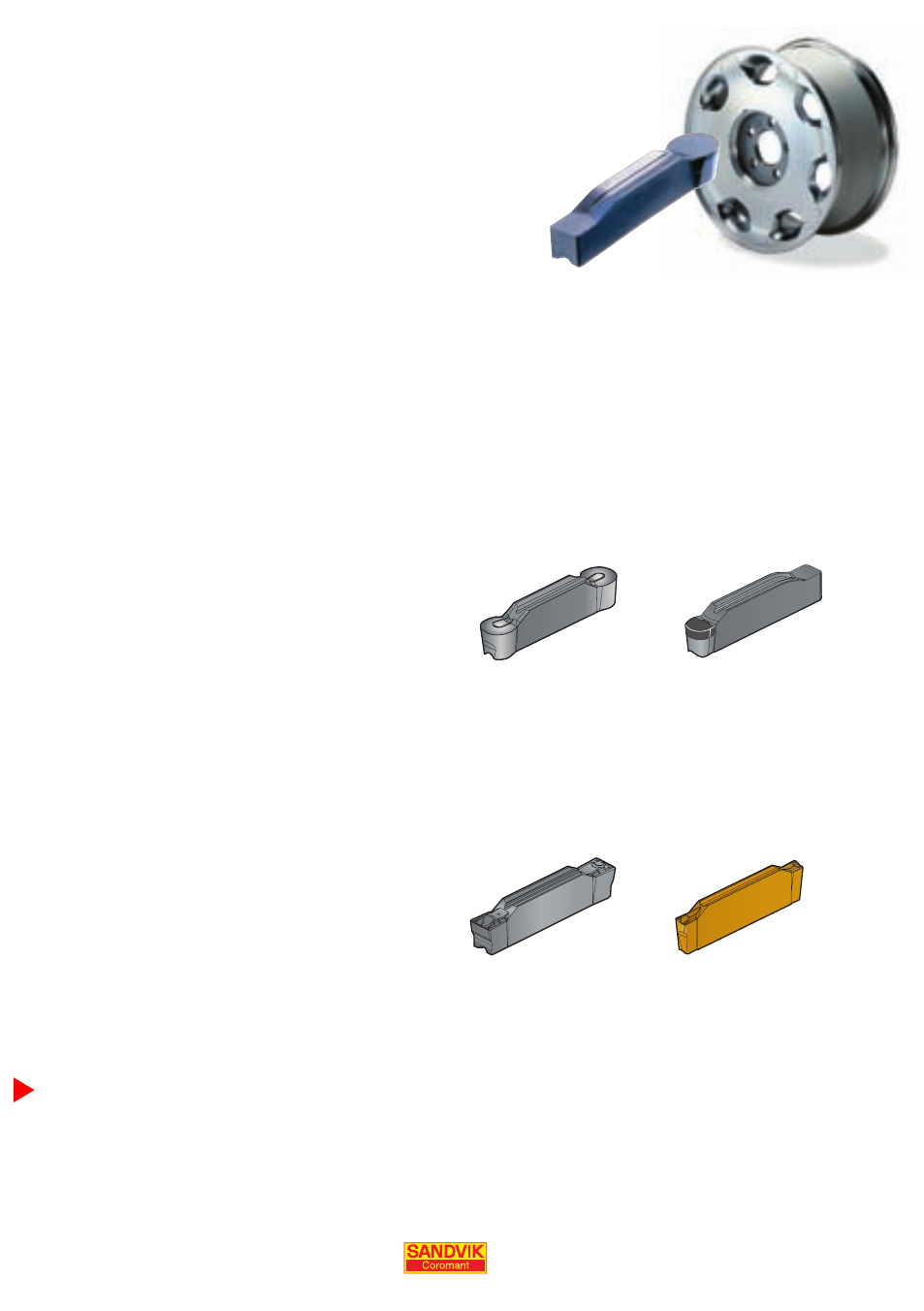
Geometry RS
Machining of aluminium and
non-ferrous materials
Many components are made in aluminium or other
non-ferrous materials such as copper, brass, bronze but
also plastic materials.
A common feature with these materials is that a
sharp edge and an open chip breaker is needed to be
successful. In order to achieve these sharp edges, nor-
mally the edgeline has to be ground and the carbide
needs to be either uncoated or with a thin coating.
Grade GC1005 is recommended as first choice for roughing operations and sharp edged H10
or H13A for finishing operations.
For components demanding extreme high surface finish a diamond tipped insert is recom-
mended as it gives the possibility of using high cutting data and to achieve long tool life.
Geometry AM
Geometry GF
Geometry CS
Recommended grades and cutting data
Grade GC1005 for roughing, grade H10 and H13A for finishing.
Cutting speed 300 m/min and higher, feed 0.2 mm/r.
Profiling
The AM geometry in grade GC1005 and
H10 is designed for these materials and
combined with the superior stability of the
CoroCut system it is also suitable for pro-
filing of aluminium wheels. When extreme
surface finish is required the CoroCut 1-edge
insert with diamond tipped RS geometry in
grade CD10 should be used.
Grooving/Parting
For grooving and parting operations GF
geometry in grade H13A is a good choice. If
there is a need for pip and burr free machin-
ing the sharp CS geometry in grade GC1125
is first choice.