Practical hints, Case story, Pre-made grooved component – Sandvik Coromant Parting and grooving - users guide User Manual
Page 47
45
r
e
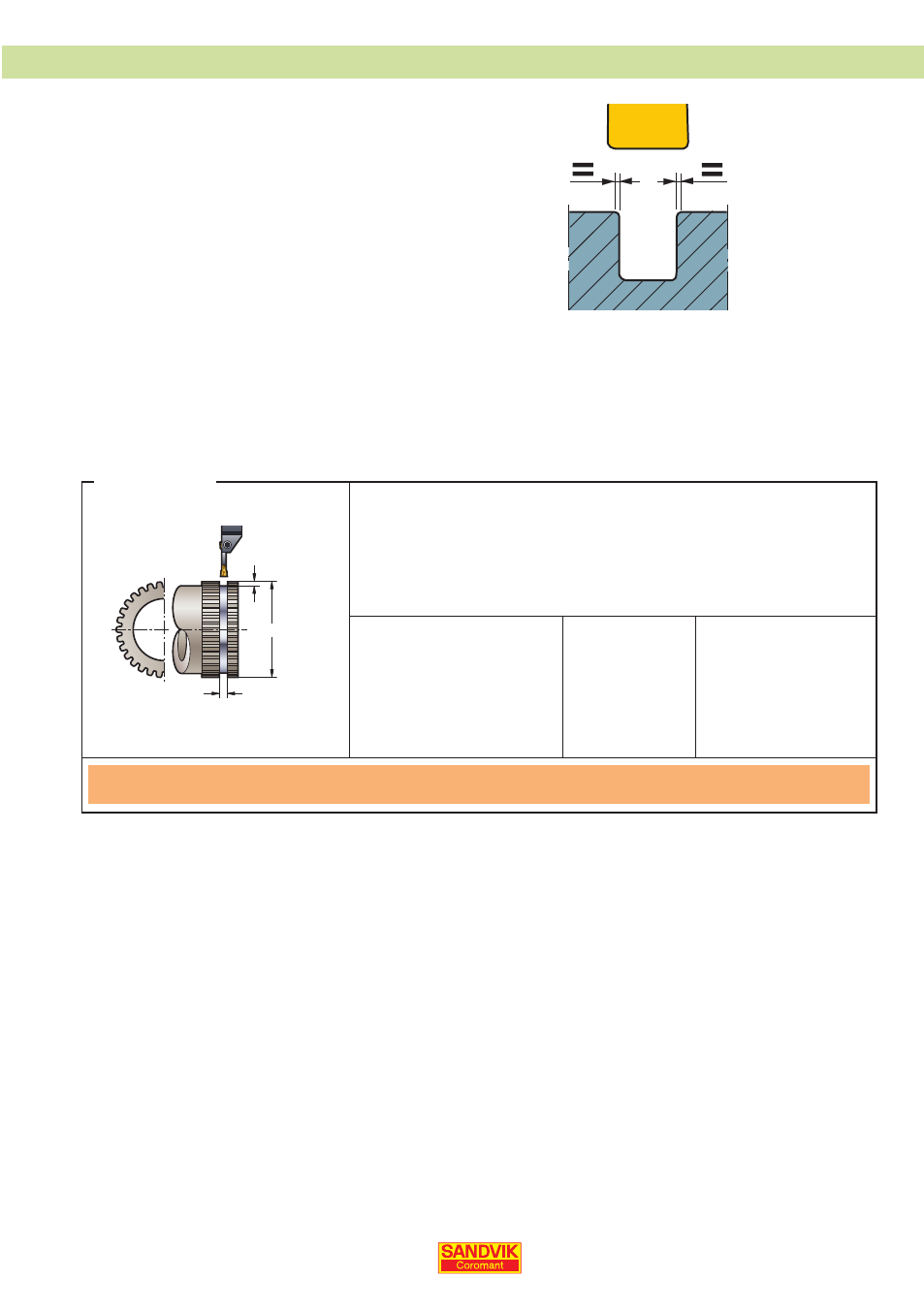
Adjust centre height to correct position to
•
get predictable tool life, see page 21.
When machining pre-made grooves adjust
•
horizontal position to equalize loads on
the corners in order to get long tool life. If
you have to machine in the bottom of the
groove, reduce feed at the end of the cut.
100
8 +0.1
3
Pre-made grooved component.
≤ 0.5 r
e
to reduce
notch wear
Practical hints
Machining specification
Operation: Grooving in hardened material
Material: 20 Mn Cr 5, CMC 04.1, 59–61 HRC
Machine: CNC turning lathe
Toolholder: LF123L25-3225BM
Insert: N123L1-080008S01025
Grade: CB7015
Cutting data
Insert width:
Cutting speed:
Radial/axial feed:
Time in cut:
Components:
Competitor
5 mm – 2 steps
170 m/min
0.04 mm/r
0.28 min
120 pcs/edge
Sandvik Coromant
8 mm – 1 steps
150 m/min
0.05 mm/r
0.13 min
169 pcs/edge
Case story
Tool life +44%
Productivity +115%
Annual time saving 112 hours