Recommended grade and cutting data, Practical hints, Case story – Sandvik Coromant Parting and grooving - users guide User Manual
Page 43
41
Recommended grade and cutting data
Starting grade GC1125.
Cutting speed 125 m/min and feed 0.07 mm/r.
3.15
Ø 40
3
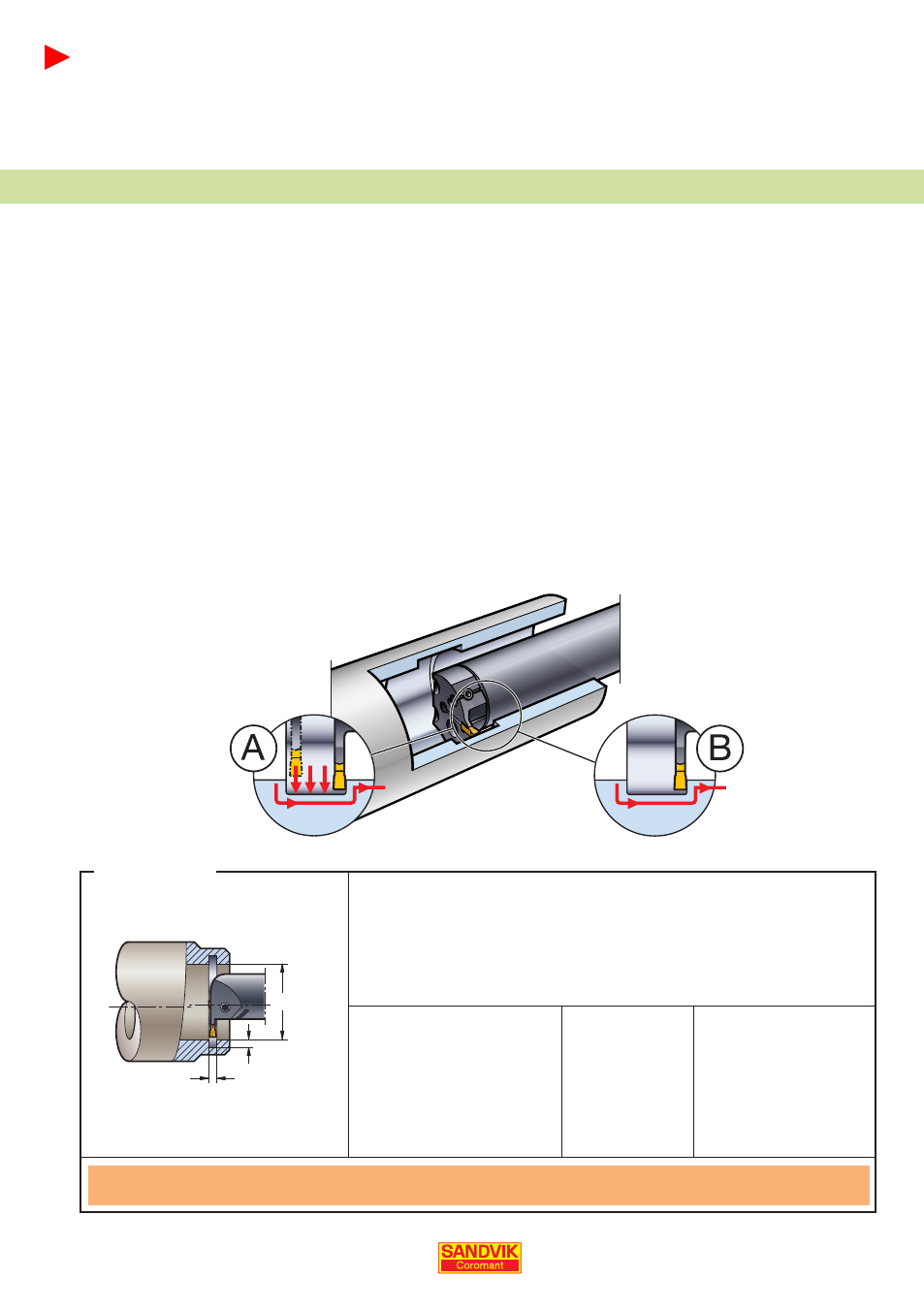
To avoid vibration the set up should have the shortest possible overhang with the lightest
cutting geometry possible e. g. GF or TF.
Vibration can also be avoided when machining large width grooves by making several inser-
tions with a narrower insert and then make a finishing cut, see illustration A.
A groove can also be machined with single insertion followed by plunge turning, see illustra-
tion B. This method also avoids vibration.
To get the best chip evacuation:
Start at bottom of the hole and machine back front of the hole.
•
Plunge turning/ramping.
•
Use right hand or left hand style inserts to direct chips when roughing.
•
Practical hints
Machining specification
Operation: Internal circlip grooving
Material: Stainless steel 316L, CMC 05.2
Machine: CNC turning lathe
Toolholder: RAG123G09-32B
Insert: N123G2-0315-0002-GF
Grade: GC1125
Cutting data
Cutting speed:
Feed:
Time in cut:
Components:
Competitor
110 m/min
0.06 mm/r
0.059 min
712 pcs/edge
Sandvik Coromant
140 m/min
0.1 mm/r
0.028 min
1230 pcs/edge
Case story
Tool life +73%
Productivity +100%
Annual time saving 60 hours