Hard part machining – Sandvik Coromant Parting and grooving - users guide User Manual
Page 46
44
Hard part machining
For productivity increase without grinding
Modern manufacturing technology places increasing demands on components to be made in
one set-up, creating the need for machining hardened components.
Modern cutting tool materials such as CBN (cubic boron nitride) act as a productivity
booster when turning is used instead of grinding. For CoroCut 1-edge a small piece of CBN
is brazed into a carbide body making it possible to groove and profile in hardened compo-
nents.
Both hardened as well as induction hardened components can be machined. The groove can
be made directly into the hardened material. In volume production a pre-grooving operation
before hardening can be an advantage to get good chip control.
Components with hardness from 50–65
HRC are possible to machine.
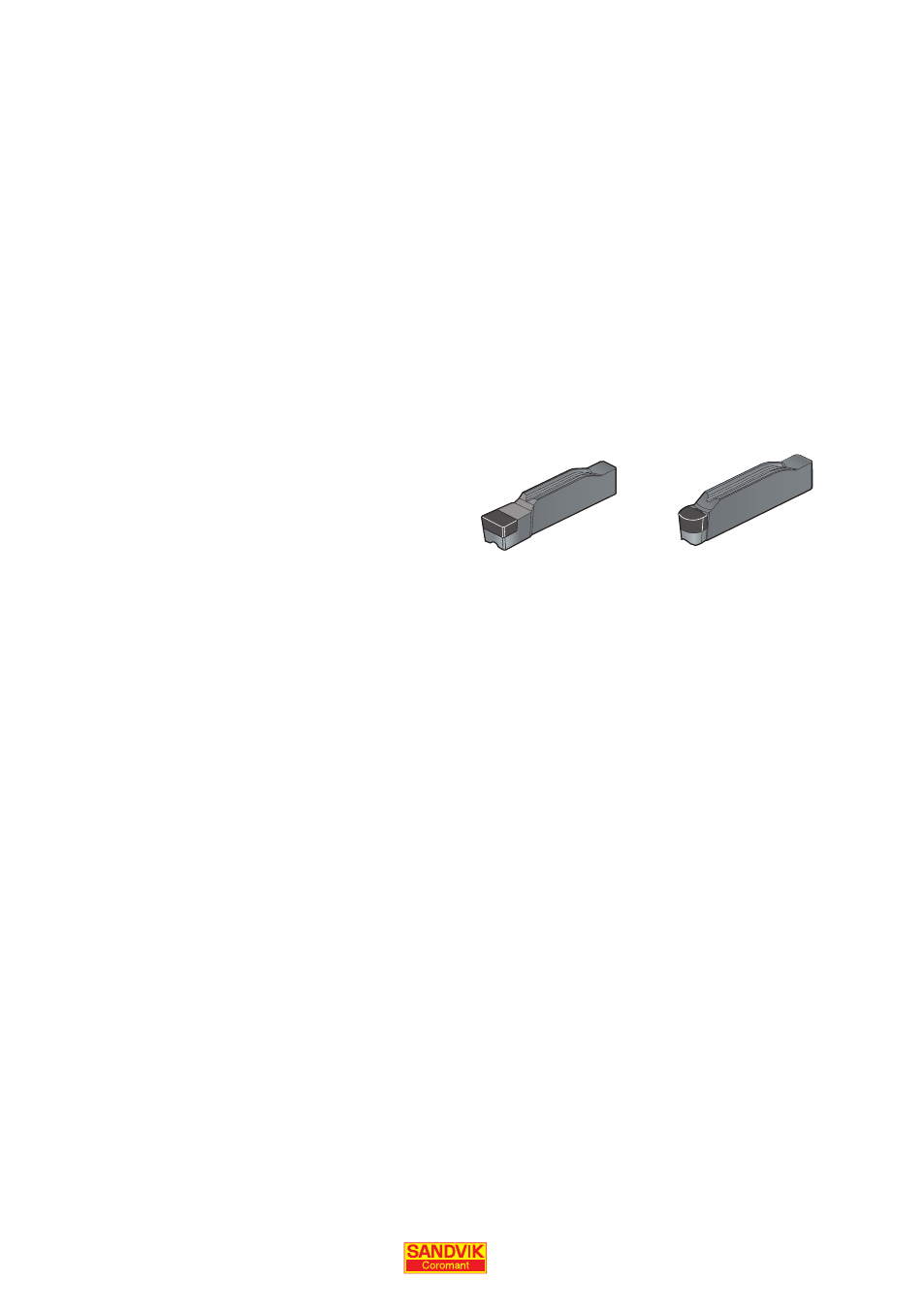
CoroCut inserts with geometries GE for
grooving and RE for profiling are avail-
able from 3-8 mm widths in CBN grades
CB7015 and CB20. CB7015 is the first
choice being suitable for both continious
and interupted cuts. The inserts are designed
to achieve good surface quality and to keep
close tolerances.
Recommended grade and cutting data
Grade CB7015. Cutting speed 130 m/min and feed 0.05 mm/r.
Cutting depth when side turning 0.1–0.8 mm.
Geometry GE.
Geometry RE.