Case story practical hints – Sandvik Coromant Parting and grooving - users guide User Manual
Page 31
29
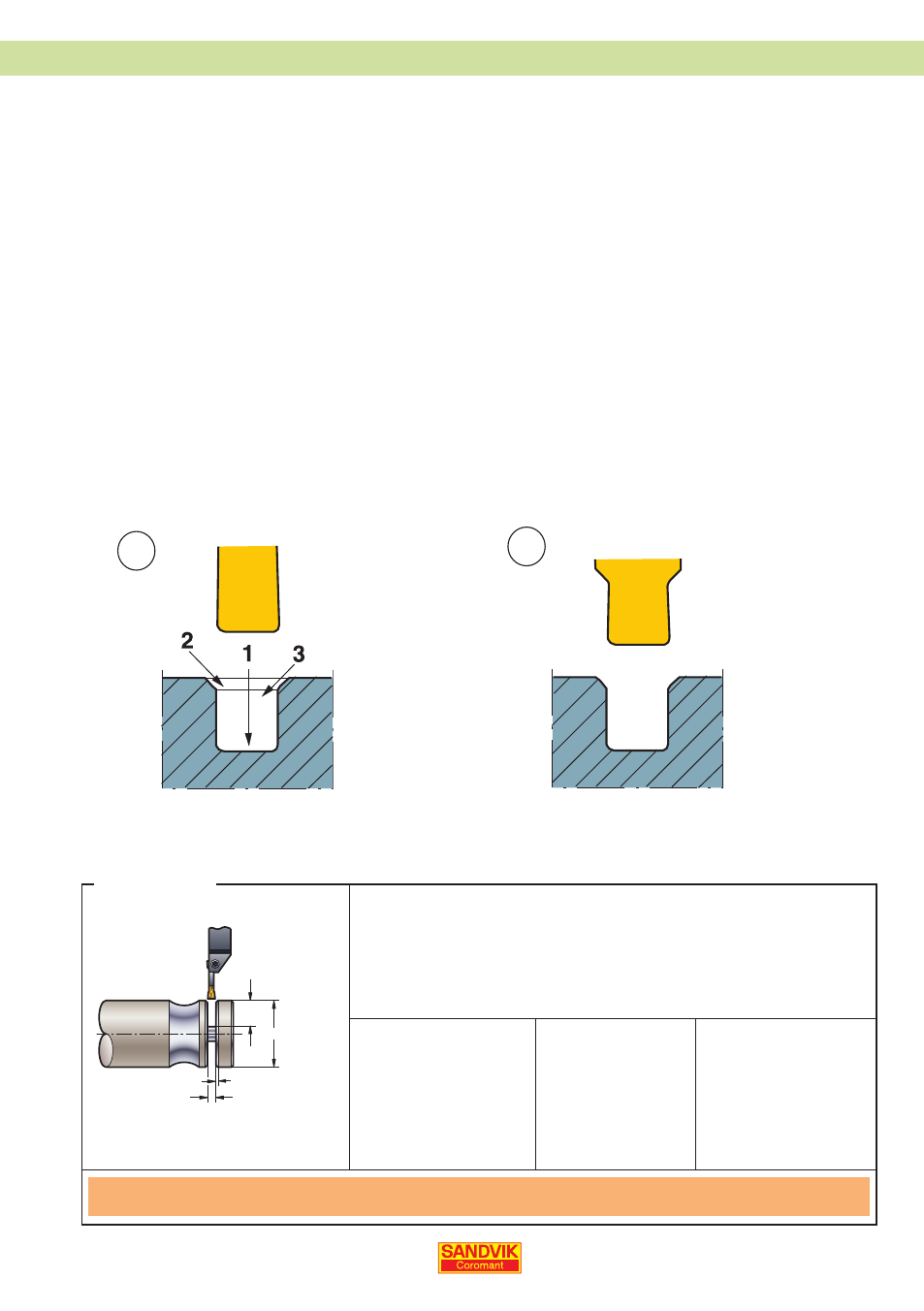
A
B
4
Ø 31.85
0.5 x 45º
11.3
When producing high quality grooves there is often a need for chamfered corners. One way
to produce these is to use a standard width CoroCut GF insert and after the groove is made,
use the corners of the insert to chamfer, see illustration A.
A more productive way when machining large series is to order a Tailor Made insert with the
exact form of the groove, see illustration B. Often cutting time can be reduced by up to 50%
compared to the previous method. In this case shape option 16 is used.
Read more about Tailor Made on page 78.
Machining specification
Operation: Grooving
Material: CMC 02.1, HB 240
Machine: CNC turning lathe
Toolholder: LF123H13-2020B
Insert: N123H2-0400-0002-GF
Grade: GC1125
Cutting data
Cutting speed:
Radial/axial feed:
Time in cut:
Components:
Competitor
110 m/min
0.07/0,04 mm/r
0.06 min
500 pcs
Sandvik Coromant
120 m/min
0.10/0.07 mm/r
0.04 min
1199 pcs
Tool life +139%
Productivity +56%
Annual time saving 173 hours
Case story
Practical hints