Burr free parting, Case story – Sandvik Coromant Parting and grooving - users guide User Manual
Page 27
25
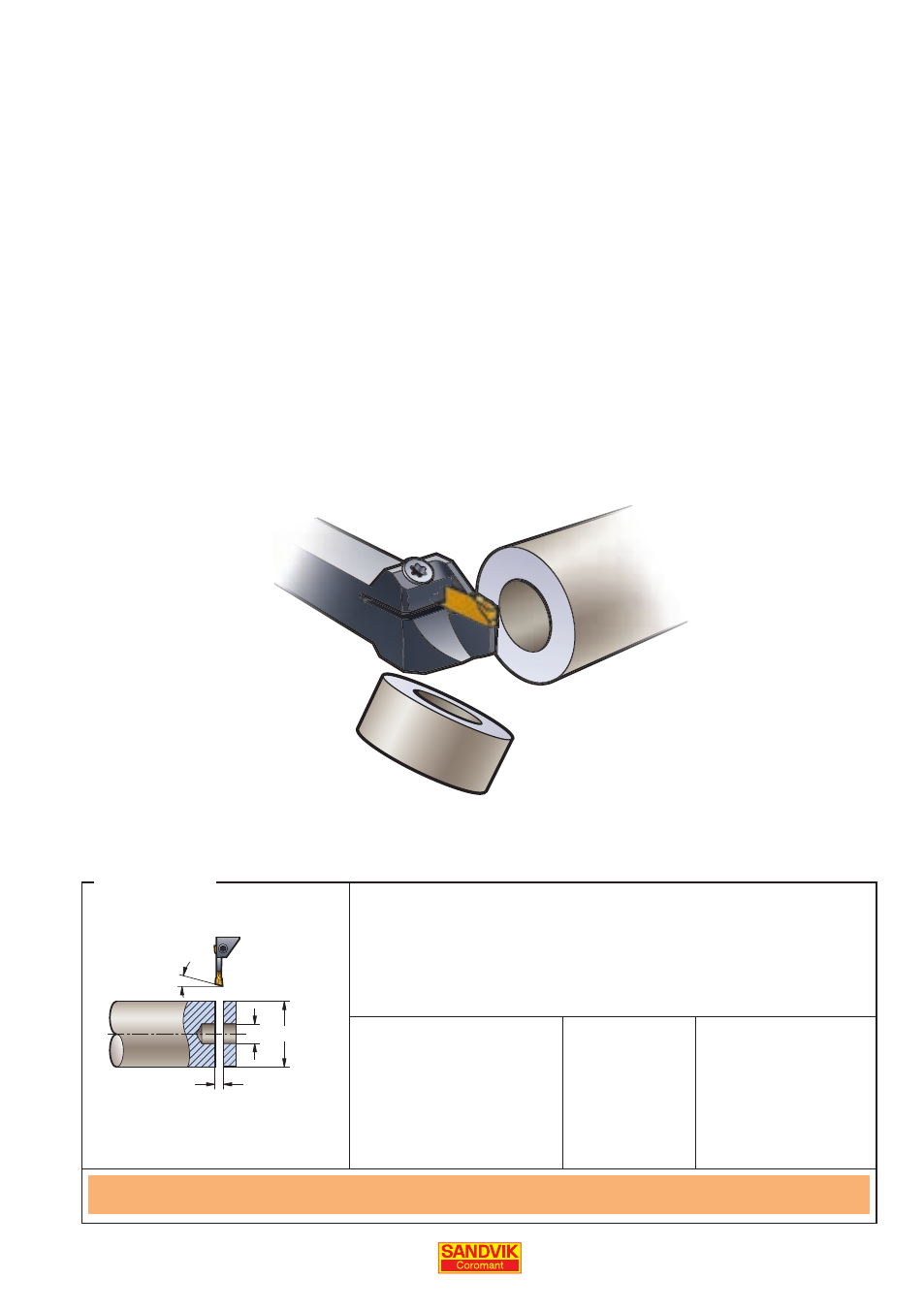
Burr free parting
To avoid or minimise burrs use right or left hand style ground inserts with smallest possible
front angle that gives an acceptable component.
Inserts with 5° front angle are available in CF, CM and CR geometries. Inserts with 10° and
15° front angle are available in CS geometry.
Note that a large front angle reduces burrs, but will not produce a straight cut and will give
poorer surface finish and shorter tool life.
For straighter parting and the best stability use a screw clamp holder with the shortest over-
hang, a
r
. A reinforced toolholder will increase the stability even more.
Parting with short overhang
and reinforced holder.
2.5
Ш 10 Ш 32
15º
Machining specification
Operation: Parting of a tube (burr free parting)
Material: CMC 01.1, HB 180
Machine: CNC turning lathe
Toolholder: LF123F20-2020B
Insert: L123F20-0250-1501-CS
Grade: GC1125
Cutting data
Cutting speed:
Feed:
Time in cut:
Components:
Competitor
150 m/min
0.1 mm/r
0.067 min
1100 pcs
Sandvik Coromant
150 m/min
0.1 mm/r
0.067 min
2000 pcs
Tool life +82%
Productivity +4%
Annual time saving 8 hours
Case story