Finishing of grooves, Cycle time comparison, Plunge turning – Sandvik Coromant Parting and grooving - users guide User Manual
Page 34: Multiple grooving
32
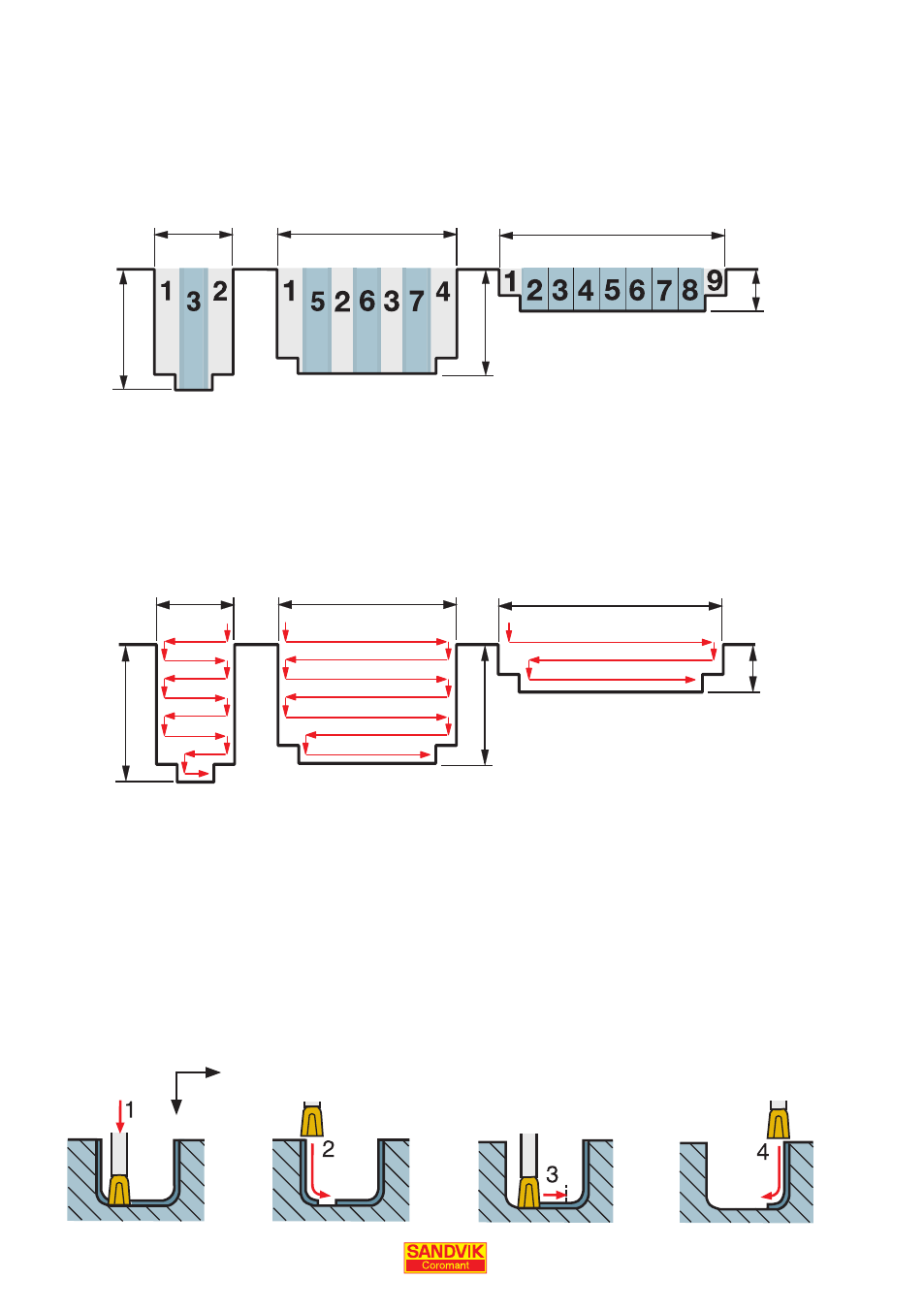
Finishing of grooves
Care must be taken when machining around the bottom radius of the groove. As the insert
contours around the radius, most of the movement is in the Z direction. This produces an
extremely thin chip along the front cutting edge and can result in rubbing and hence vibra-
tion.
To prevent this adopt the following machining sequence – axial and radial cutting depth
should be 0.5–1.0 mm.
Plunge turning
Direction of feed
Feed – axial – 0.3 mm/r
Direction of feed
Feed – radial – 0.2 mm/r
Cycle time comparison
Insert width 6 mm
Insert width 6 mm
Depth of cut 3 mm
Direction of feed
Feed 0.2 mm/r
24
16
36
46
21
9
Multiple grooving
24
16
36
46
21
9
x
z
32 sec
70 sec
56 sec
37 sec
68 sec
(7 passes)
44 sec
(3 passes)