Practical hints – Sandvik Coromant Parting and grooving - users guide User Manual
Page 23
21
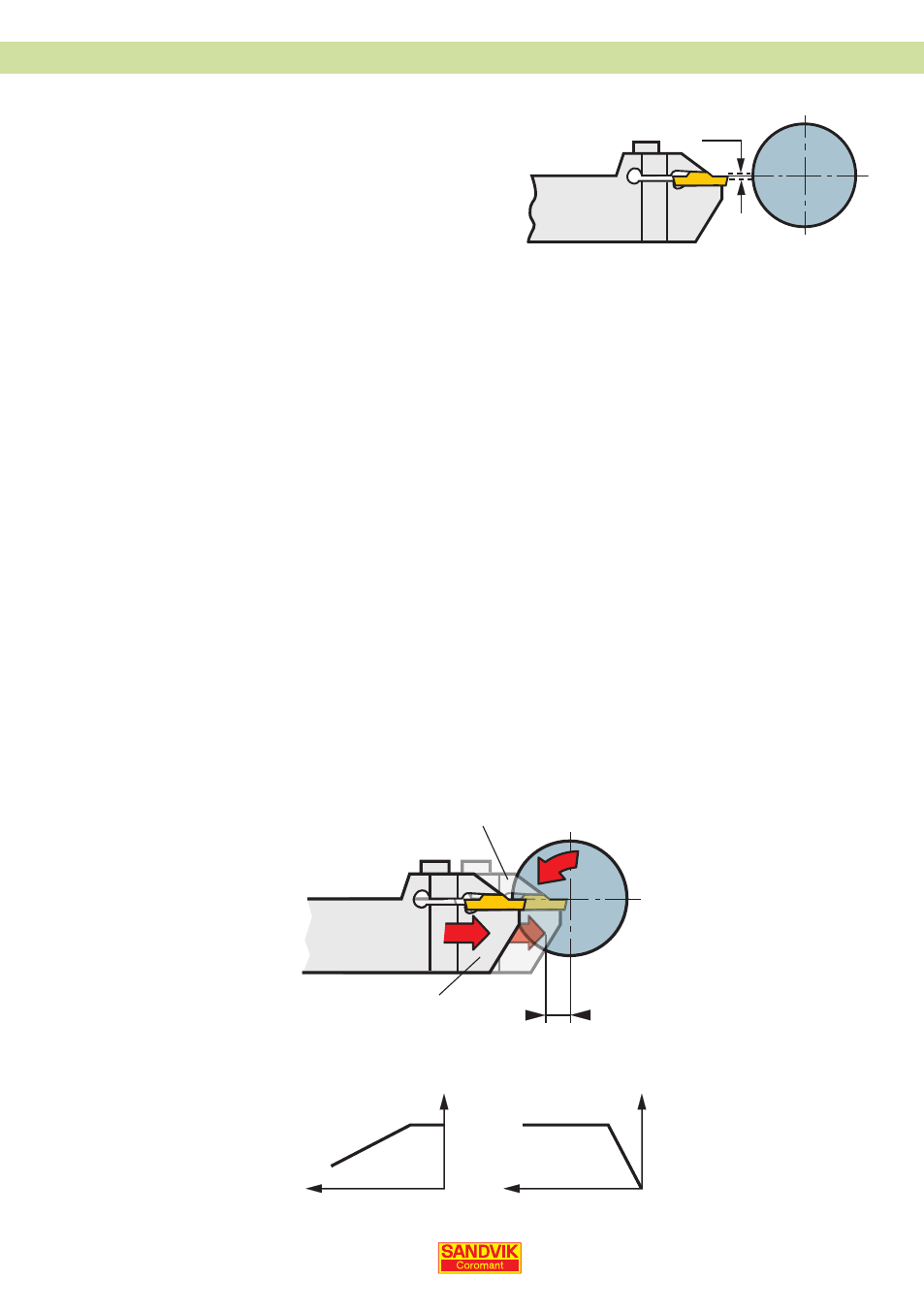
±0.1 mm
Practical hints
For a correct cutting process, be sure that
the cutting edge height is maintained at a
tolerance of ±0.1 mm of work piece centre.
The most difficult sequence in parting to
centre is when the component “drops” off.
The cutting speed is extremely low, generat-
ing built-up edge on the insert corner. When
the cut-off part of the component falls there
is a large risk of chipping of the insert cor-
ners.
To increase tool life substantially and prevent inconsistent performance:
Re
•
duce the feed rate by up to 75% – around 2 mm prior to the part falling off.
Stop the parting operation prior to reaching the centre point. The cut-off part will drop at
•
a point prior to centre due to its weight and length. Leave the pip on the bar to be faced
off with a conventional tool.
Do not pull insert back after cutting off, pull it away then back.
•
Dwelling (microsteps) helps chip breaking in long chipping materials.
•
When cutting hexagon bars, a reduction of feed is necessary until you have a constant cut-
•
ting.
Increase speed aas the bar gets shorter in bar feeding machines.
•
A subspindle can be used to pull away the component before the insert reaches the centre.
•
fn
n
D
D
vc
Feed rate reduction.
0.25 x fn
~2 mm