GE P&W FuelSolv - Slag Control Treatment Program at EKPC Spurlock Station User Manual
Page 4
Page 4
Technical Paper
Digital Infrared Photography
Digital Videography
Off-line inspections with standard digital pho-
tography
Daily Coal Belt Samples
The FMG2960 Application Rate was monitored dai-
ly. Actual product usage was compared to coal ton-
nage since last reading to calculate milliliters of
FMG2960 per ton of coal and compared to the tar-
get rate of 75 ml/ton. Application rate monitoring
provides alerts to potential feed system problems
and helps ensure a consistent product application
rate over time. Figure 4 shows typical application
rate over time. The addition of a 4-20 mA signal
from each coal belt improved overall application
rate control.
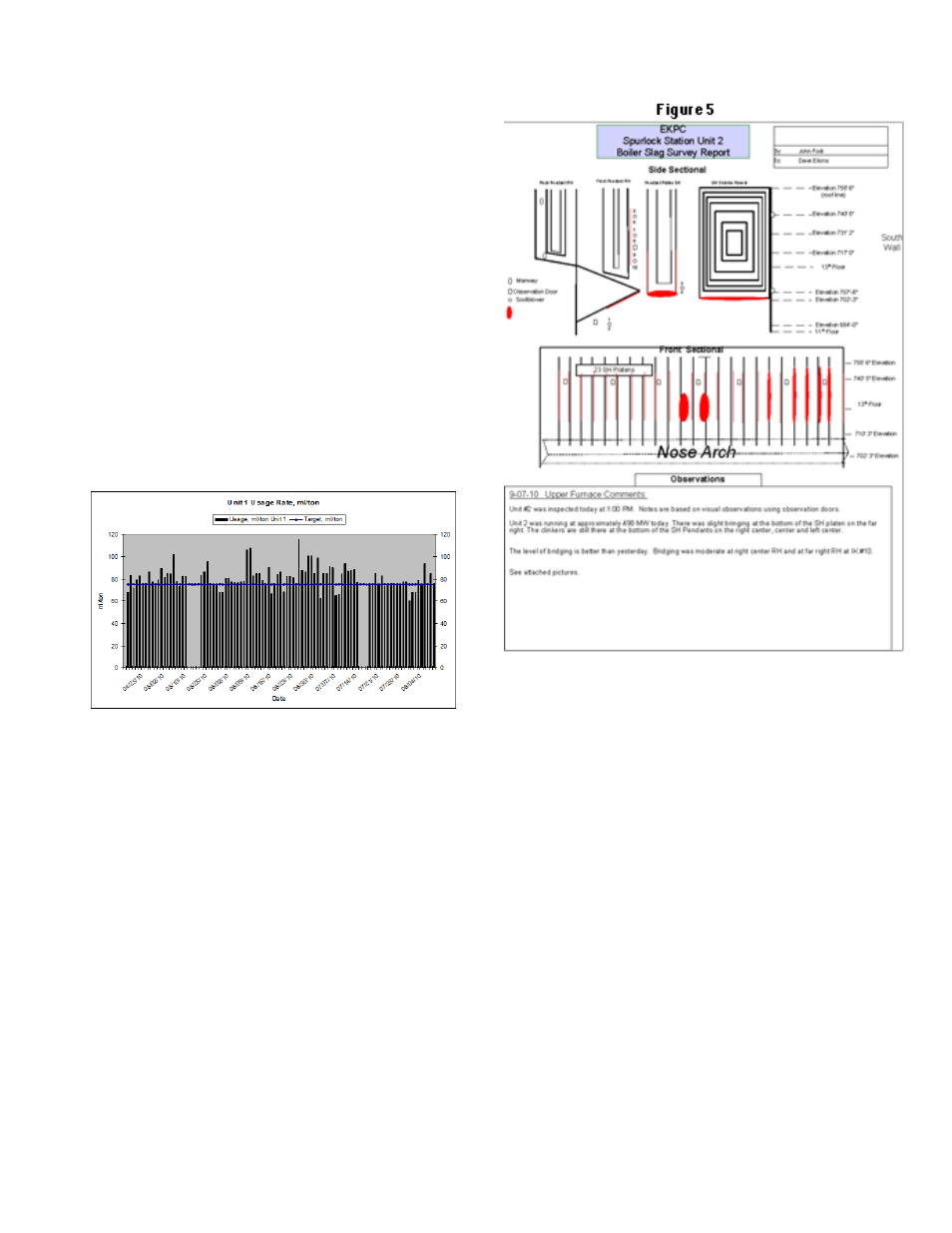
Visual Inspections were conducted on a daily basis
and recorded in a Visio template with Digital IR
Photography. The inspections establish a point in
time record and form the basis for daily slag ratings.
Figures 5 and 6 represent examples of the inspec-
tion document format.
Slag Ratings were developed in order to convert
information from visual observations into empirical
data. The data can then be used to trend perfor-
mance of the slag control program when compared
to coal quality or other boiler operating conditions.
The slag rating used is on a scale from 0 to 5 with
boiler specific criteria for each level. A slag rating of
0 represents very little slag formation while a rating
of 5 represents severe slag conditions.
Digital Videography was used routinely to record
conditions and observe the impact of periodic
events such as soot blowing. A standard digital
video camera in an air-cooled enclosure was typi-
cally used to record slag buildup between RH as-
semblies from either sidewall observation port on
the Unit 2 CE boiler, in 15-30 second video clips.
Off-line inspections documented with digital pho-
tography were conducted following every planned
and unplanned outage. Inspections were con-
ducted at the earliest possible time following boil-
er cool down. This is the best time to examine the
fireside of the boiler for clinkers. It is also a good
time to assess the ability for existing slag to shed
as the boiler cools down and the friability of any
remaining slag
Figure 4
Figure 5
Figure 5
Figure 5
Figure 5
Figure 5
Figure 5
Figure 5
Figure 5