Multi-Contact MA200 User Manual
Page 8
Advanced Contact Technology
8 / 16
www.multi-contact.com
22
23
24
25
Montaje del manguito o
fund a termoretráctil
Assembly of form shroud
Cuando use la carcasa vea pág.
9-16.
When using the end housing, see
page 9/16.
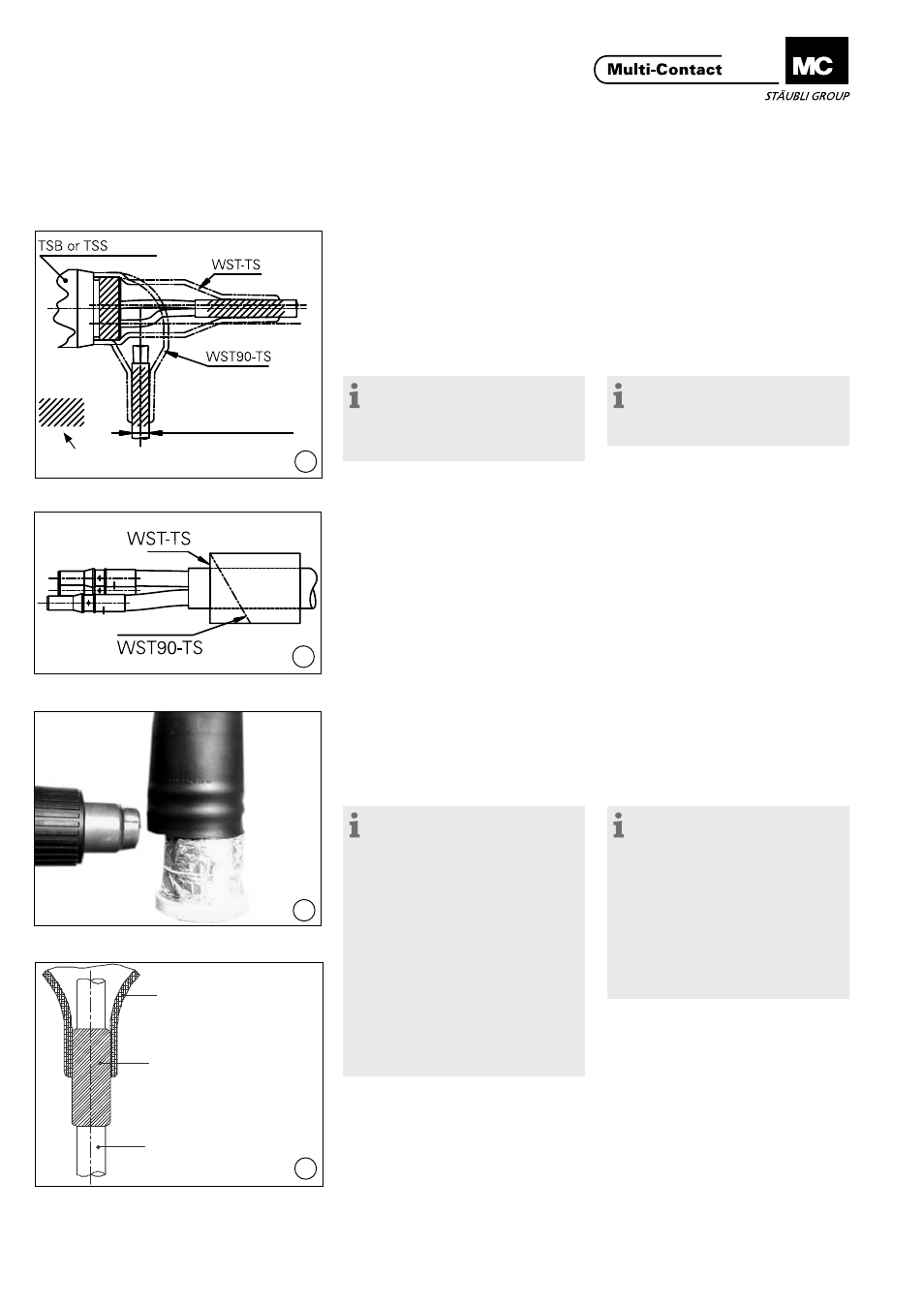
(ill. 22-23)
Estas piezas moldeadas son ter-
moretráctiles y están encoladas
interiorment e con un adhesivo� Frotar
la funda envolvente del cable y el
cuerpo aislante con tela de esmeril del
tamaño de grano 80-100 para crear
una rugosidad en la superficie de
ambos�
(ill. 22-23)
The form shrouds are coated inside
with an adhesive and shrink when
heated� Roughen cable sheating and
insulator with emery cloth 80-100 grit�
Recomendación:
Antes de frotar con tela de esmeril,
calentar la funda del cable con el
calefactor de aire caliente (10-15
segundos a 400 °C).
Recommendation:
Prior to roughening, heat cable
sheathing with a hot-air blower (10-
15 s at 400 °C).
Limpiar las zonas rugosas de la
superficie a encoloar (por ejemplo
con MEK, acetona, etc�)� Limpiar
ligeramente el interior de las piezas
moldeadas si éllas han estado fuera
del embalaje durante algún tiempo.
Colocar en el cable la pieza moldeada
sin contraer. Insertar a la mano, en
la parte posterior del cuerpo aislante
(lado de conexión donde los aloja-
-mientos de los contactos tienen el
diá-metro mayor), cada uno de los
contactos en su alojamiento respec-
-tivo. Introducir la pieza moldeada con
el borde reforzado hacia adelante si-
guiendo la ranura del cuerpo aislante y
proceder a continuación a su fijación,
contrayéndola medi-ante el soplado
de aire caliente (mínimo 2500W),
actuando en el sentido del conector
hacia el cable�
Clean roughened bonding surfaces
(e.g. with MEK, acetone, etc.). If form
shroud has been stored unpacked for
a long time, clean internally�
Place unshrunken form shroud on the
cable. Insert contacts by hand into the
contact holes of the insulator from the
connecting side (larger hole diameter)�
Slip form shroud with the reinforced
edge in front over insulator groove
and shrink by using the hot-air blower
(min� 2500W), working from plug side
to cable�
Nota (ill. 24):
Es importante que la pieza mol-
deada sea calentada lo más unifor-
memente posible en toda su superfi-
cie. Limpiar todo exceso de adhesivo
que se observe. Antes de proceder
a cualquier otra manipulación es
necesario esperar a que la pieza
moldeada y el conector enchufable
se hayan enfriado completamente.
Los cables aislados en PVC son más
difíciles de encolar que los aislados
en PUR. Tanto para TSS-150/...-UR
como TSB150/...-UR tienen que
protegerse de sobrecalentamientos
durante el ajuste de la funda termo-
retráctil WST...
Note (ill. 24):
Be sure to heat the circumference
of the form shrouds as evenly as
possible. If adhesive emerges, wipe it
off. Allow form shrouds and connec-
tor to cool down completely before
handling further. PUR conductors are
easier to bond than PVC conductors.
Both TSS150/...-UR and TSB150/...-
UR are to be protected from over-
heating during the shrinking of the
WST... shroud.
(ill. 25)
In caso di cavi sottoposti a forte
trazione, o di cavi con scarse proprietà
di incollaggio, si consiglia di montare
sulla guaina di protezione del cavo
una guaina termoretraibile , disponibi-
le in commercio, rivestita di colla inter-
namente� Eseguire la preparazione
delle suoperficie di incollaggio come
indicato sopra:
(ill. 25)
In the case of high pulling loads or
conductors with poor bonding char-
acteristics, it is advisable to shrink an
ordinary shrink sleeve coated inside
with adhesive on to the cable sheath�
Prepare bonding surfaces as directed
above�
The following conductors have been
tested and found suitable for bonding:
Conductor
Conductor
Superficie a encolar
Bonding surface
Guaina termoretraible
Shrink sleeve
Pieza moldeada
Moulded part
Cavo
Conductor