Yaskawa YASNAC PC NC I/O Signal Function Manual User Manual
Page 79
9 - 8
YASNAC PCNC I/O Signal Function Manual Chapter 9: Automatic Support Functions
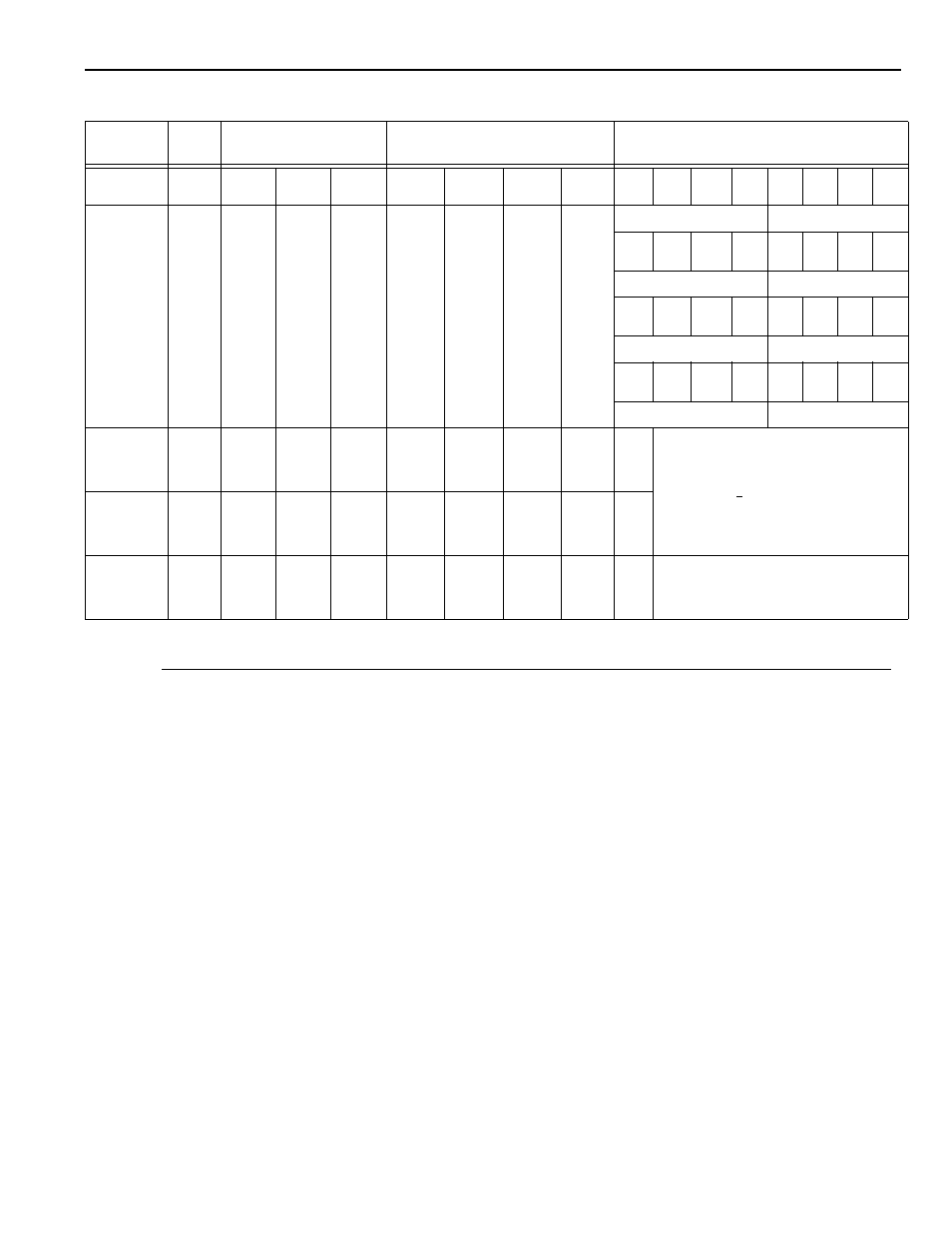
External Data Input/Output Data Table
SUPPLEMENT
1. External work number designation
•
In the external work number input state, if the specified work number is not in the range
from 1 to 9999 or if the specified work number is not found, the ALMS is output.
•
If the operating output signal (OP) is “closed”, external work number search is not
allowed.
2. External
tool
offset
•
The offset data are corrected for the offset number which is specified by the program.
•
Offset data correction is executed either by adding the external input value to the existing
offset data or by replacing the existing offset data with the external input value. Which of
the correction methods should be used is determined by the following external inputs (axis
selection bit is used).
EDAS2 = 0
Addition
EDSA2 = 1
Replacement
Input
Strobe
Axis Selection
Data Selection
External Data
Symbol
EDCL
EDAS2
EDAS1
EDAS0
EDSD
EDSC
EDSB
EDSA
ED
31
ED
30
ED
29
ED
28
ED
27
ED
26
ED
25
ED
24
External
work
number
desig-
nation
0
0
0
1
WND10000000
WND10000000
ED
23
ED
22
ED
21
ED
20
ED
19
ED
18
ED
17
ED
16
WND100000
WND100000
ED
15
ED
14
ED
13
ED
12
ED
11
ED
10
ED
9
ED
8
WND1000
WND1000
ED
7
ED
6
ED
5
ED
4
ED
3
ED
2
ED
1
ED
0
WND10
WND10
External
tool offset
(H)
ABS/
INC
0
0
1
0
S
I
G
N
+79999999 (BCD)
External
tool offset
(D)
ABS/
INC
0
0
1
1
S
I
G
N
External
workpiece
coordinate
shift
0
1
0
0
S
I
G
N
Selection is made according
to the parameter setting