Yaskawa YASNAC PC NC I/O Signal Function Manual User Manual
Page 18
1 - 11
YASNAC PCNC I/O Signal Function Manual Chapter 1: Feed Function
(4) Solid Tap Gear Selection Signal
For the machine equipped withtw0-step gear range, it is possible to execute solid tapping in
both gear ranges A and B (Low and High). When the signal is “open”, the A gear range is
selected, and when it is “closed”, the B gear range is selected.
The signal must be set before the designation of the G93 (solid tap command) block. Once set,
the signal status must not be changed until the solid tap mode is cancelled.
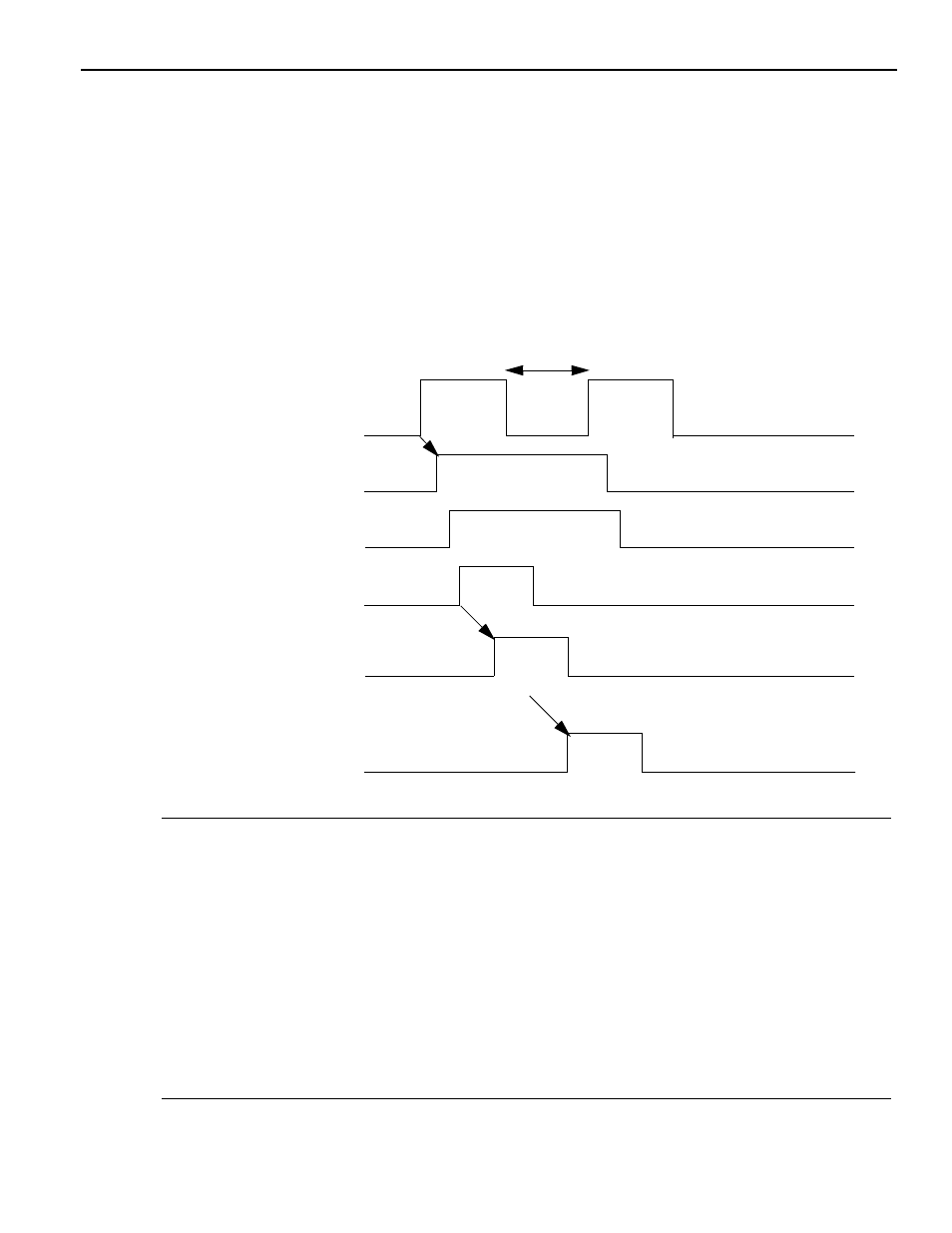
(5) Time Chart for Solid Tap Operation
SUPPLEMENT
1. The G93M signal is “opened” when the G93 block is executed with both the dry run and MST
function lock OFF.
2. The G93M signal is “closed” when the execution of the G94 block starts or the CNC is reset.
3. The G93 block is assumed to have been completed when the SLPS is “opened”, and the pro-
gram advances to the next block.
4. The G94 block is assumed to have been completed when the SLPS is “closed”, and the pro-
gram advances to the next block.
Solid tap mode
G93 block G94 block
CNC program
G93M
Machine
Side
Spindle start
(forward)
SLPC
Internal
processing (NC)
SLPS
Spindle
indexing