Yaskawa YASNAC PC NC I/O Signal Function Manual User Manual
Page 25
4 - 3
YASNAC PCNC I/O Signal Function Manual Chapter 4: M, S, T, and B Functions
completion of the specified axis movement although the M code out put signal appears at
the start of the execution of that block.
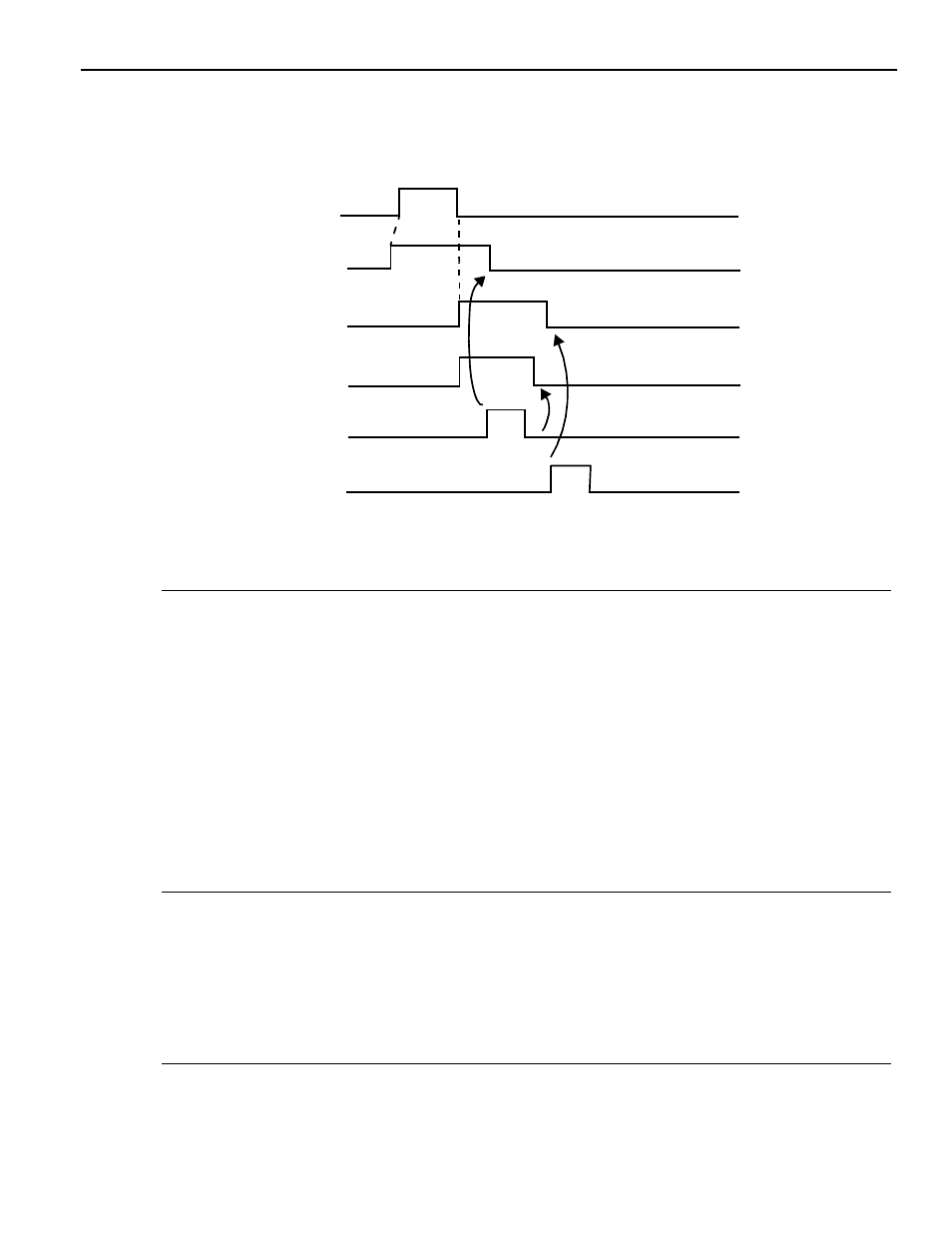
An example of the M decode outpt is shown in Fig. 4.1.
Fig. 4.1 M Decode Output Time Chart
(2)M, S, T and B Function Completion Inut Signals
These input signals indicate the comletion of a M,S,T or B command to the CNC.
Output signals MF,SF,TF and BF are “opened” if input signal FIN is “closed” while the M,
S, T and B code read (MFA,SF,TF and BF) output signal is “open”. Then, when input signal
FIN is “opened” after the confirmation of “opening” of the output signal, the CNC assumes
that the execution of M,S,T or B command has been competed and execures thye next step
operation.
IMPORTANT!
1. The M code outptu signal is “opened” when the status of input signal FIN changes
from “closed” to “open”. For the S, T and B code outptut signals, the “open” or “closed”
state is maintained.
2. For T and B codes, there are only bunary outputs and BCD outputs are not given.
Axis movement
command
M code output
M decode output
DEN
FIN
Cycle start or
restart signal