Programming the first part 1.3 – HEIDENHAIN TNC 620 (73498x-02) ISO programming User Manual
Page 53
Programming the first part
1.3
1
TNC 620 | User's Manual for DIN/ISO Programming | 5/2013
53
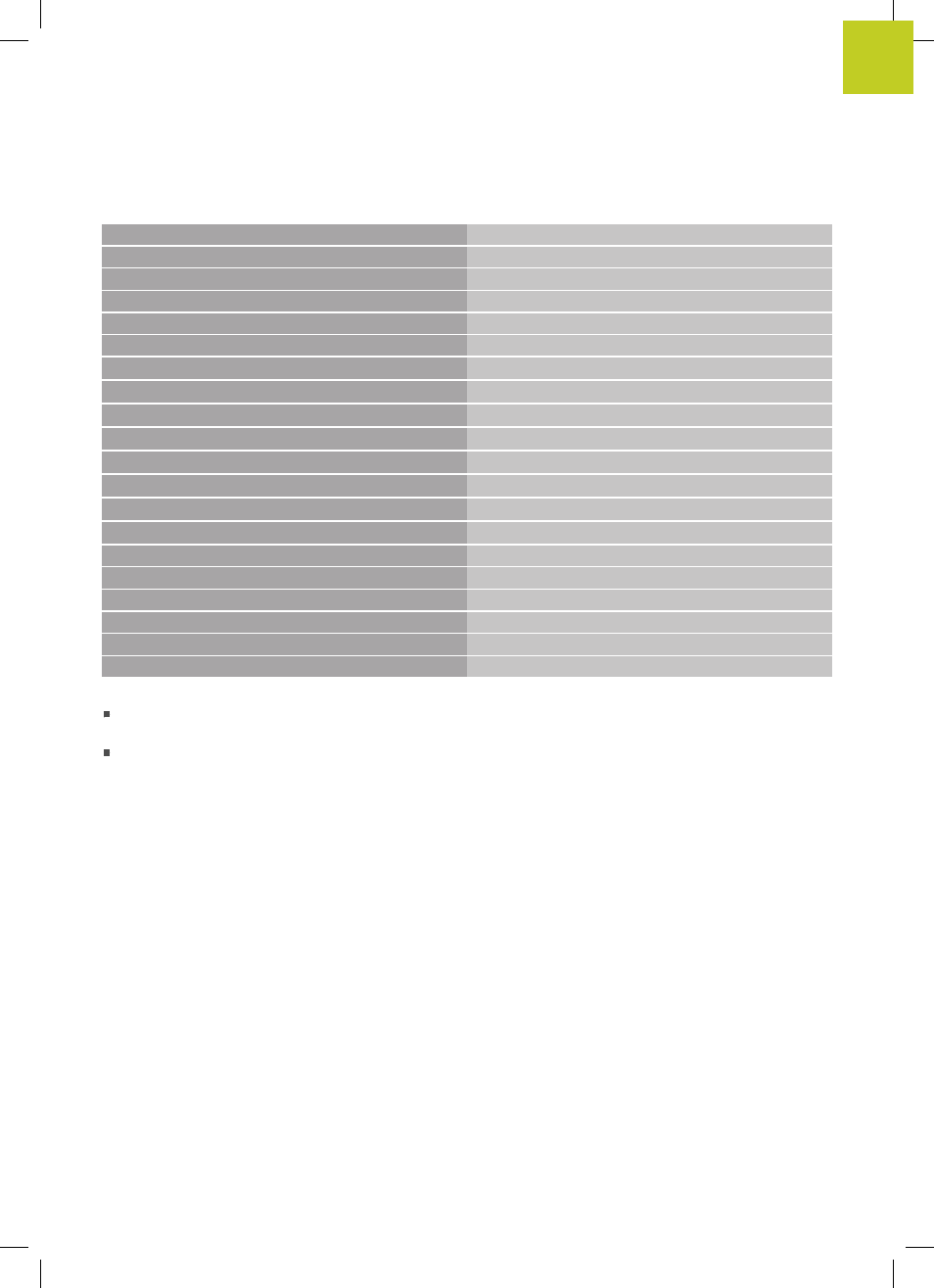
Example NC blocks
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definition of workpiece blank
N20 G31 X+100 Y+100 Z+0 *
N30 T5 G17 S4500 *
Tool call
N40 G00 G40 G90 Z+250 *
Retract the tool
N50 G200 DRILLING
Define the cycle
Q200=2
;SET-UP CLEARANCE
Q201=-20
;DEPTH
Q206=250
;FEED RATE FOR PLNGNG
Q202=5
;PLUNGING DEPTH
Q210=0
;DWELL TIME AT TOP
Q203=-10
;SURFACE COORDINATE
Q204=20
;2ND SET-UP CLEARANCE
Q211=0.2
;DWELL TIME AT BOTTOM
N60 X+10 Y+10 M13 M99 *
Spindle and coolant on, call the cycle
N70 X+10 Y+90 M99 *
Call the cycle
N80 X+90 Y+10 M99 *
Call the cycle
N90 X+90 Y+90 M99 *
Call the cycle
N100 G00 Z+250 M2 *
Retract the tool, end program
N99999999 %C200 G71 *
Further information on this topic
Creating a new program: See "Opening programs and entering",
page 89
Cycle programming: See User’s Manual for Cycles
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)