Circle g06 with tangential connection – HEIDENHAIN TNC 620 (73498x-02) ISO programming User Manual
Page 192
Programming: Programming contours
6.4
Path contours - Cartesian coordinates
6
192
TNC 620 | User's Manual for DIN/ISO Programming | 5/2013
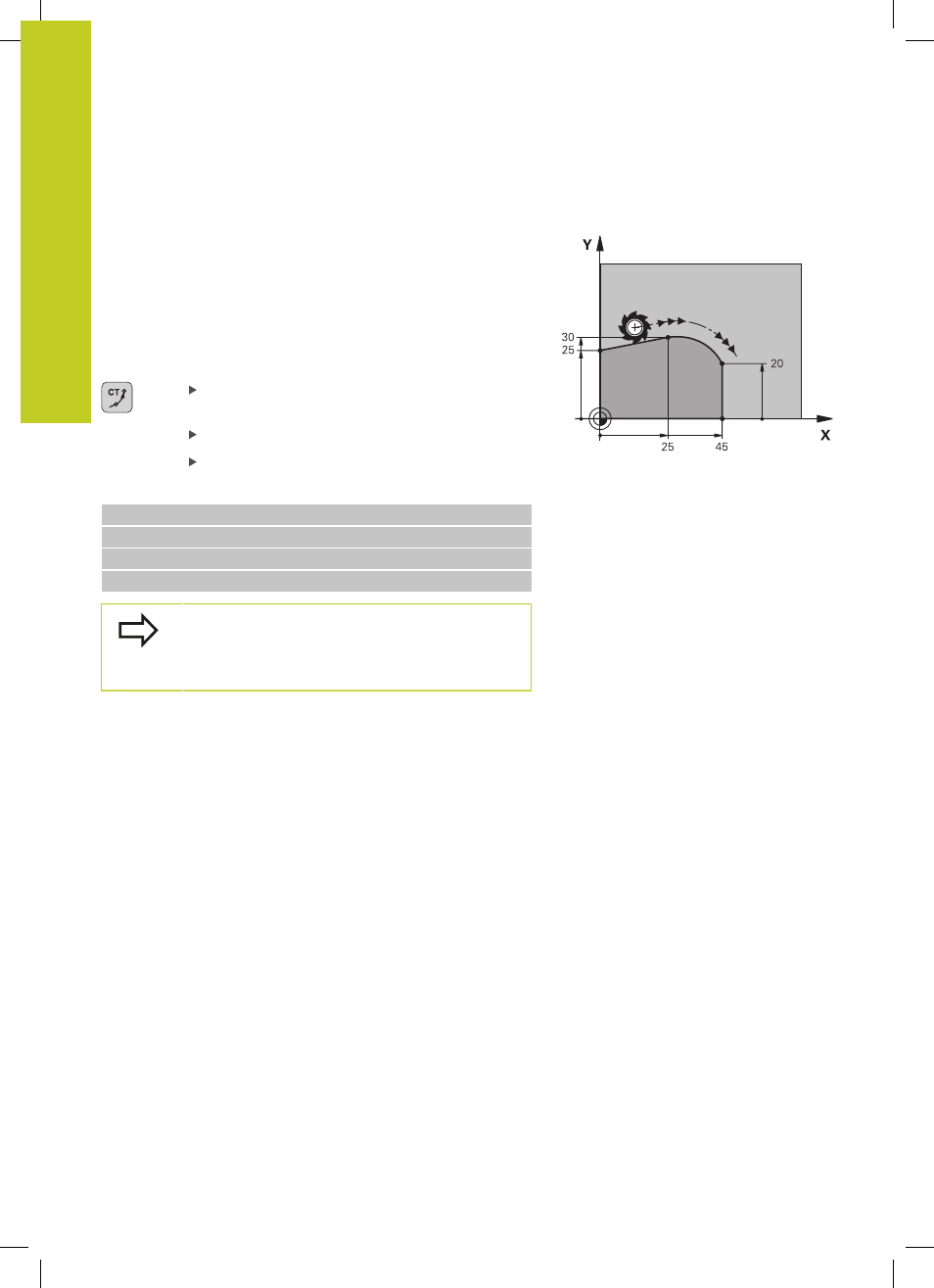
Circle G06 with tangential connection
The tool moves on an arc that starts tangentially to the previously
programmed contour element.
A transition between two contour elements is called tangential
when there is no kink or corner at the intersection between the
two contours—the transition is smooth.
The contour element to which the tangential arc connects must be
programmed immediately before the
G06 block. This requires at
least two positioning blocks.
Coordinates of the arc end point, and if
necessary:
Feed rate F
Miscellaneous function M
Example NC blocks
N70 G01 G41 X+0 Y+25 F300 M3 *
N80 X+25 Y+30 *
N90 G06 X+45 Y+20 *
G01 Y+0 *
A tangential arc is a two-dimensional operation:
the coordinates in the
G06 block and in the contour
element preceding it must be in the same plane of
the arc!
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)