1 tool movements, Path functions, Miscellaneous functions m – HEIDENHAIN TNC 620 (73498x-02) ISO programming User Manual
Page 176: Subprograms and program section repeats, Programming with q parameters, Tool movements
Programming: Programming contours
6.1
Tool movements
6
176
TNC 620 | User's Manual for DIN/ISO Programming | 5/2013
6.1
Tool movements
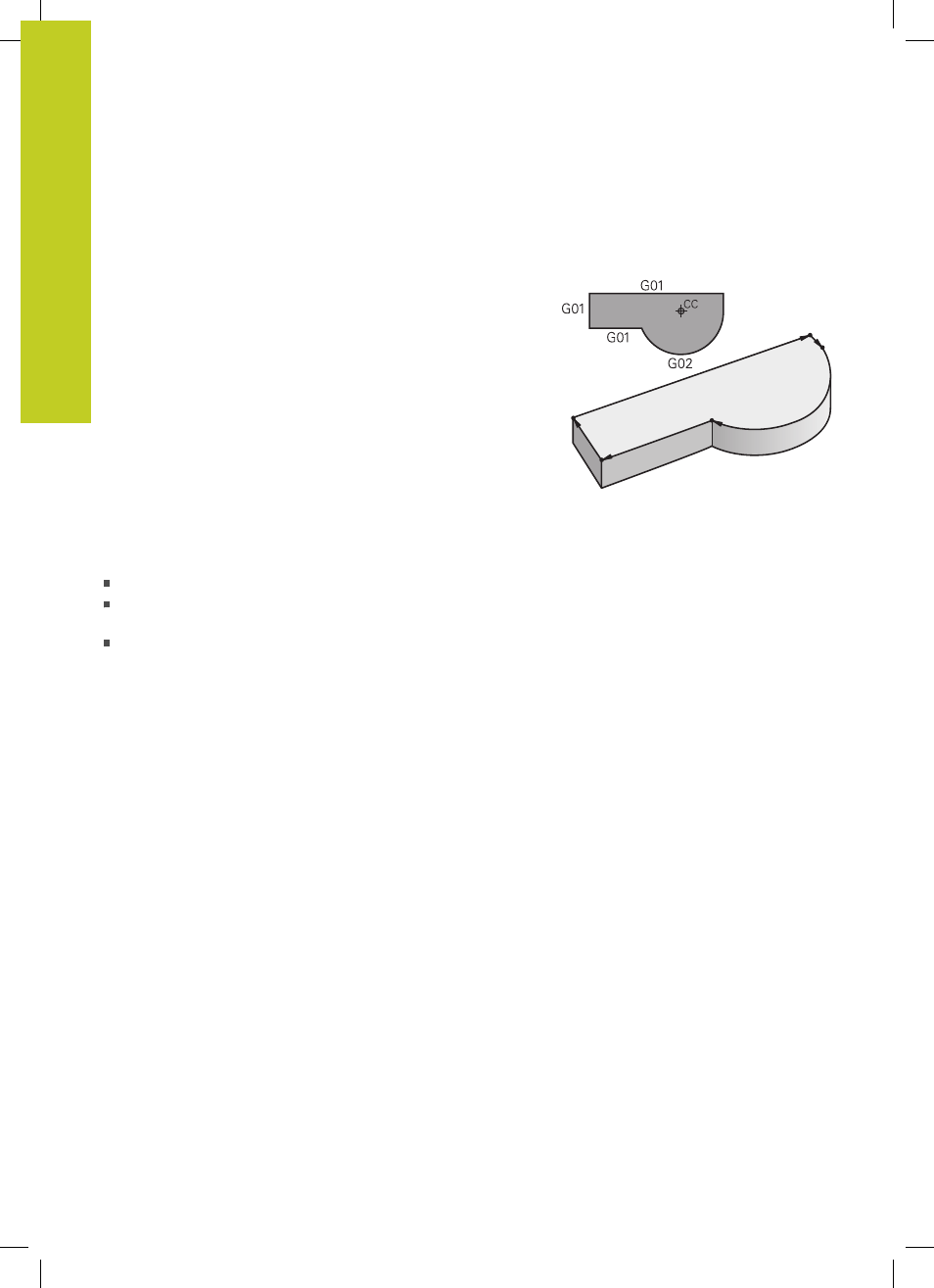
Path functions
A workpiece contour is usually composed of several contour
elements such as straight lines and circular arcs. With the path
functions, you can program the tool movements for
straight lines
and
circular arcs
.
Miscellaneous functions M
With the TNC's miscellaneous functions you can affect
the program run, e.g., a program interruption
the machine functions, such as switching spindle rotation and
coolant supply on and off
the path behavior of the tool
Subprograms and program section repeats
If a machining sequence occurs several times in a program, you
can save time and reduce the chance of programming errors by
entering the sequence once and then defining it as a subprogram
or program section repeat. If you wish to execute a specific
program section only under certain conditions, you also define this
machining sequence as a subprogram. In addition, you can have a
part program call a separate program for execution.
Programming with subprograms and program section repeats is
described in Chapter 7.
Programming with Q parameters
Instead of programming numerical values in a part program, you
enter markers called Q parameters. You assign the values to the Q
parameters separately with the Q parameter functions. You can use
the Q parameters for programming mathematical functions that
control program execution or describe a contour.
In addition, parametric programming enables you to measure with
the 3-D touch probe during program run.
Programming with Q parameters is described in Chapter 8.