Oriented spindle stop (cycle 13), Tolerance (cycle 32, software option 2), 1 0 special cy cles – HEIDENHAIN iTNC 530 (340 422) User Manual
Page 451
HEIDENHAIN iTNC 530
451
8.1
0
Special Cy
cles
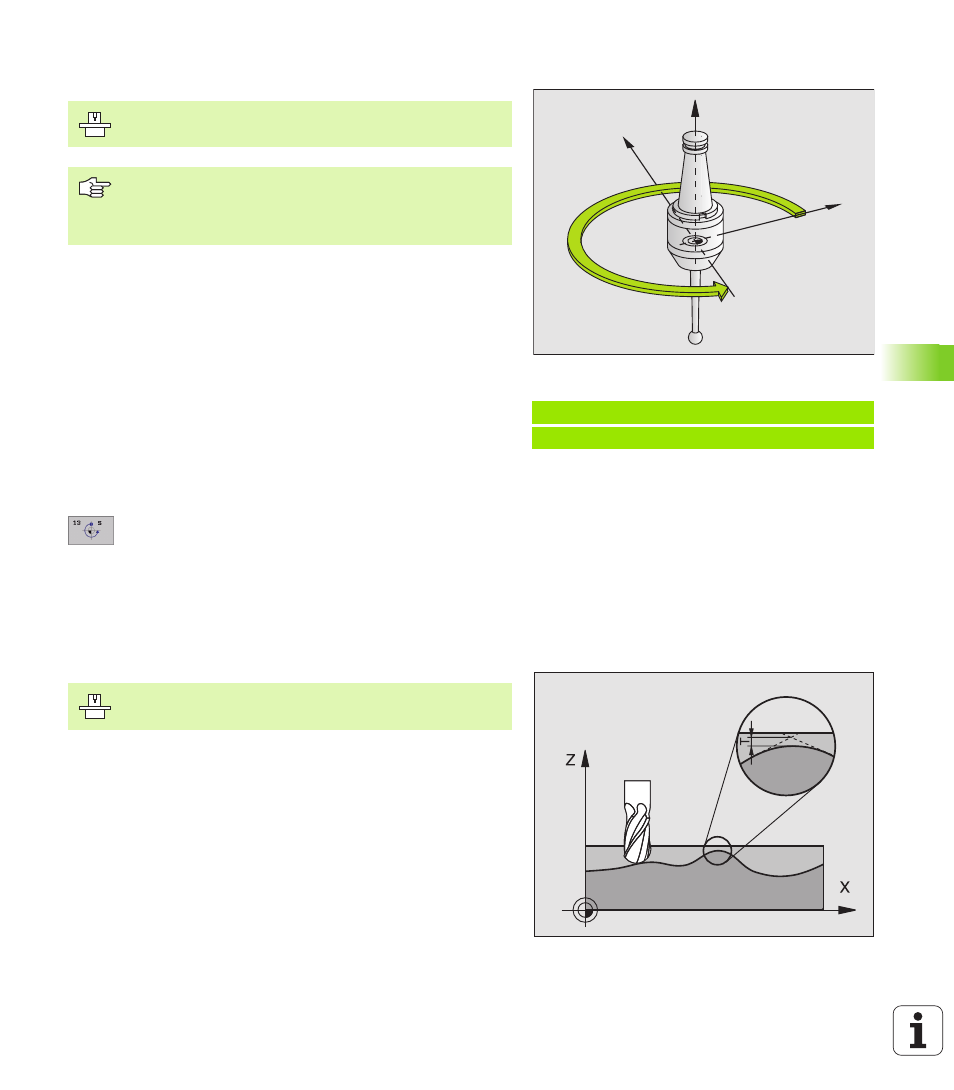
ORIENTED SPINDLE STOP (Cycle 13)
The control can control the machine tool spindle and rotate it to a given
angular position.
Oriented spindle stops are required for
Tool changing systems with a defined tool change position
Orientation of the transmitter/receiver window of HEIDENHAIN 3-D
touch probes with infrared transmission
Effect
The angle of orientation defined in the cycle is positioned to by
entering M19 or M20 (depending on the machine).
If you program M19 or M20 without having defined Cycle 13, the TNC
positions the machine tool spindle to an angle that has been set by the
machine manufacturer (see your machine manual).
8
Angle of orientation:
Enter the angle according to
the reference axis of the working plane.
Input range: 0 to 360°
Input resolution: 0.1°
TOLERANCE (Cycle 32, software option 2)
The TNC automatically smoothes the contour between two path
elements (whether compensated or not). The tool has constant
contact with the workpiece surface. If necessary, the TNC
automatically reduces the programmed feed rate so that the program
can be machined at the fastest possible speed without short pauses
for computing time. As a result the surface quality is improved and the
machine is protected.
Example: NC blocks
93 CYCL DEF 13.0 ORIENTATION
94 CYCL DEF 13.1 ANGLE 180
X
Y
Z
Machine and control must be specially prepared by the
machine tool builder for use of this cycle.
Cycle 13 is used internally for machining cycles 202, 204
and 209. Please note that, if required, you must program
Cycle 13 again in your NC program after one of the
machining cycles mentioned above.
Machine and control must be specially prepared by the
machine tool builder for use of this cycle.