HEIDENHAIN TNC 426 (280 476) Pilot User Manual
Page 9
10
Fundamentals
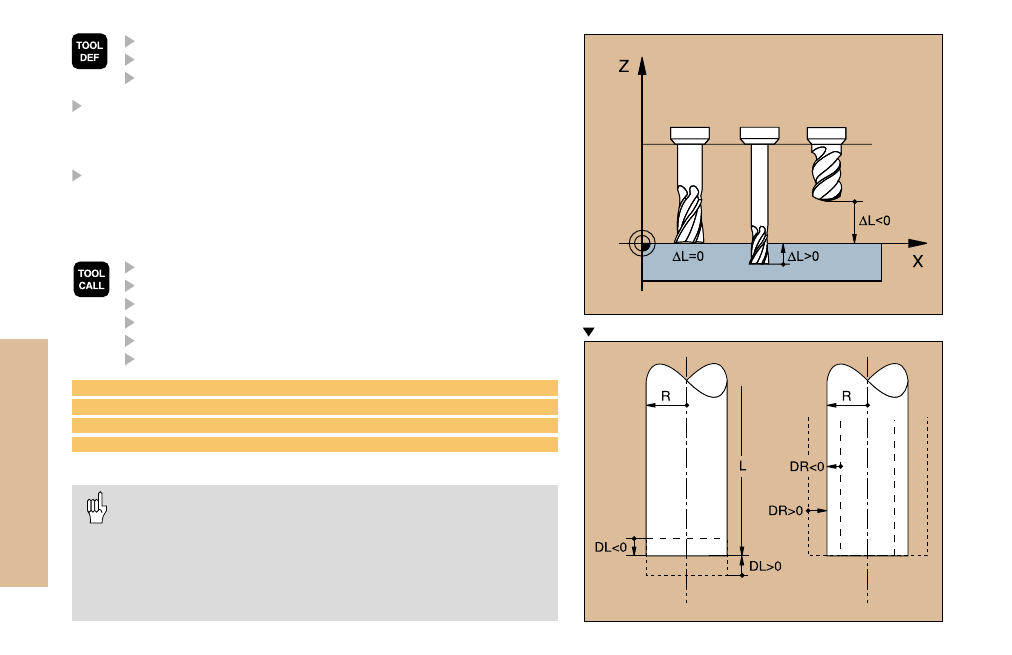
Oversizes on an end mill
Tool number
Tool length L
Tool radius R
Program the tool length as its difference DL to the zero tool:
DL>0: The tool is longer than the zero tool
DL<0: The tool is shorter than the zero tool
With a tool presetter you can measure the actual tool length, then
program that length.
Calling the tool data
Tool number or name
Working spindle axis: tool axis
Spindle speed S
Feed rate
Tool length oversize DL (e.g. to compensate wear)
Tool radius oversize DR (e.g. to compensate wear)
3 TOOL DEF 6 L+7.5 R+3
4 TOOL CALL 6 Z S2000 F650 DL+1 DR+0.5
5 L Z+100 R0 FMAX
6 L X-10 Y-10 R0 FMAX M6
Tool change
Beware of tool collision when moving to the tool change
position!
The direction of spindle rotation is defined by M function:
M3: Clockwise
M4: Counterclockwise
The maximum permissible oversize for tool radius or length
is ± 99.999 mm!