HEIDENHAIN TNC 426 (280 476) Pilot User Manual
Page 73
74
SL
Cycles
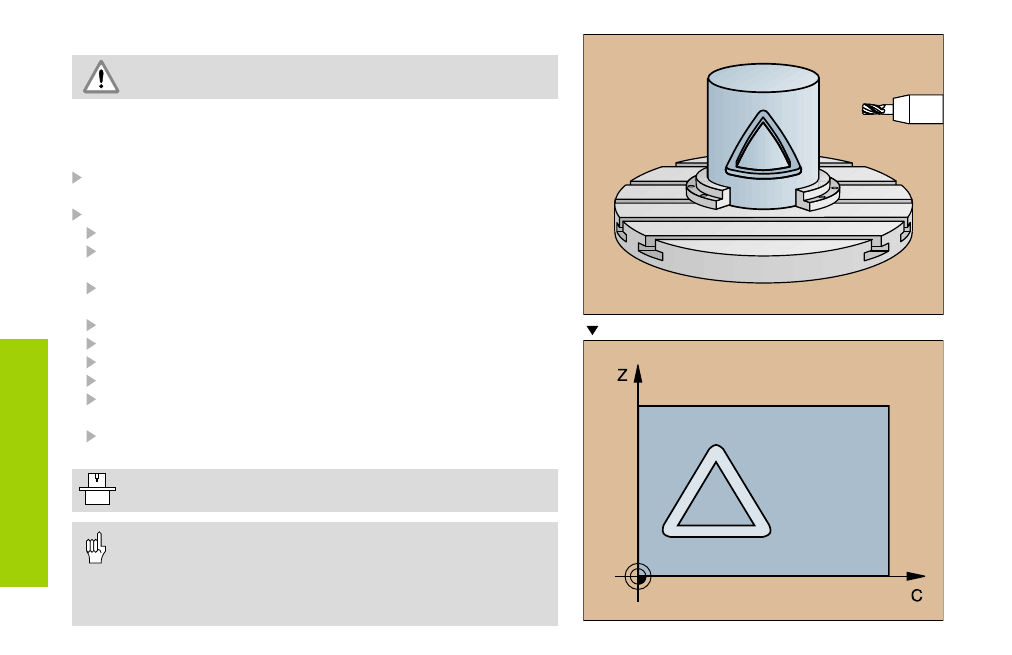
CYLINDER SURFACE (28)
This cycle requires a center-cut end mill (ISO 1641)!
Cycle 28 CYLINDER SURFACE enables you to program a slot in only
two axes and then machine it on a cylindrical surface without distort-
ing the angle of the slot walls.
Define a contour in a subprogram and list it in Cycle 14 CONTOUR
GEOMETRY.
CYCL DEF: Select Cycle 28 CYLINDER SURFACE
Milling depth Q1
Finishing allowance for side Q3: Enter the finishing allowance
(Q3>0 or Q3<0)
Set-up clearance Q6: Distance from the tool to the workpiece
surface
Plunging depth Q10
Feed rate for plunging Q11
Feed rate for milling Q12
Cylinder radius Q16: Radius of the cylinder
Dimension type? Deg=0 mm/inch=1 Q17: Coordinates in the
subprogram in degrees or millimeters
Slot width Q20
The machine and TNC must be prepared for the CYLINDER
SURFACE CYCLE by the machine tool builder!
The workpiece must be set up concentrically on the table!
The tool axis must be perpendicular to the rotary table axis!
Cycle 14 CONTOUR GEOMETRY can have only one label
number!
A subprogram can hold no more than 128 line segments!
The unrolled contour