HEIDENHAIN TNC 426 (280 476) Pilot User Manual
Page 52
53
Cycles
for
Machining
Holes
and
Threads
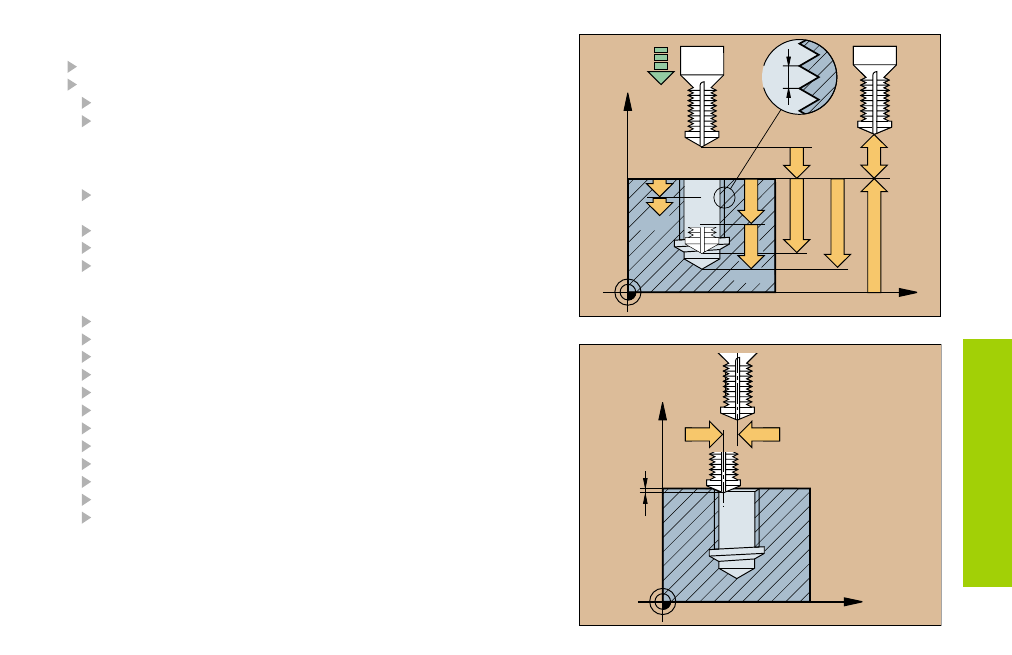
THREAD DRILLING AND MILLING (264)
Pre-position over the hole center with R0
CYCL DEF: Select Cycle 264 THREAD DRLLNG/MLLNG
Nominal diameter of thread: Q335
Thread pitch: Q239
The algebraic sign determines the thread direction:
Right-hand thread: +
Left-hand thread:
Thread depth: Distance from top of workpiece to thread
termination: Q201
Hole depth: Distance from top of workpiece to bottom of hole: Q201
Feed rate for pre-positioning: Q253
Type of milling: Q351
Climb: +1
Up-cut: 1
Plunging depth: Q202
Upper advanced stop distance: Q258
Infeed depth for chip breaking: Q257
Retraction distance for chip breaking: Q256
Dwell time at bottom: Q211
Sinking depth at front: Q358
Countersinking offset at front: Q359
Set-up clearance: Q200
Workpiece surface coordinate: Q203
2nd set-up clearance: Q204
Feed rate for plunging: Q206
Feed rate for milling: Q207
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q202
Q257
Q356
X
Z
Q359
Q359
Q358