HEIDENHAIN TNC 426 (280 476) Pilot User Manual
Page 81
82
Cycles
for
Coordinate
Transformations
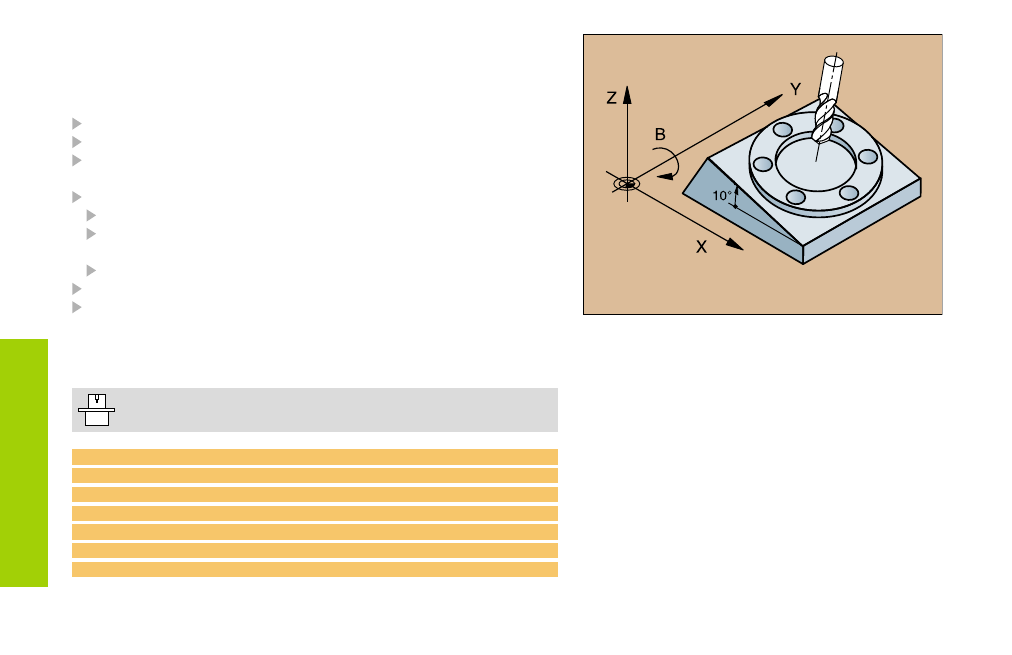
WORKING PLANE (19)
Cycle 19 WORKING PLANE supports machining operations with a
swivel head and/or tilting table.
Call the tool
Retract the tool in the tool axis (to prevent collision)
If required, use an L block to position the rotary axes to the desired
angle
CYCL DEF: Select Cycle 19 WORKING PLANE
Enter the tilt angle of the corresponding axis or angle in space
If required, enter the feed rate of the rotary axes during automatic
positioning
If required, enter the setup-clearance
Activate compensation: move all the axes
Program the contour as if the plane were not tilted
To cancel the WORKING PLANE cycle, re-enter the cycle definition
with a 0° angle.
The machine and TNC must be prepared for the WORKING
PLANE cycle by the machine tool builder!
4 TOOL CALL 1 Z S2500
5 L Z+350 R0 FMAX
6 L B+10 C+90 R0 FMAX
7 CYCL DEF 19.0 WORKING PLANE
8 CYCL DEF 19.1 B+10 C+90
9 L Z+200 R0 F1000
10 L X-50 Y-50 R0