HEIDENHAIN TNC 426 (280 476) Pilot User Manual
Page 71
72
SL
Cycles
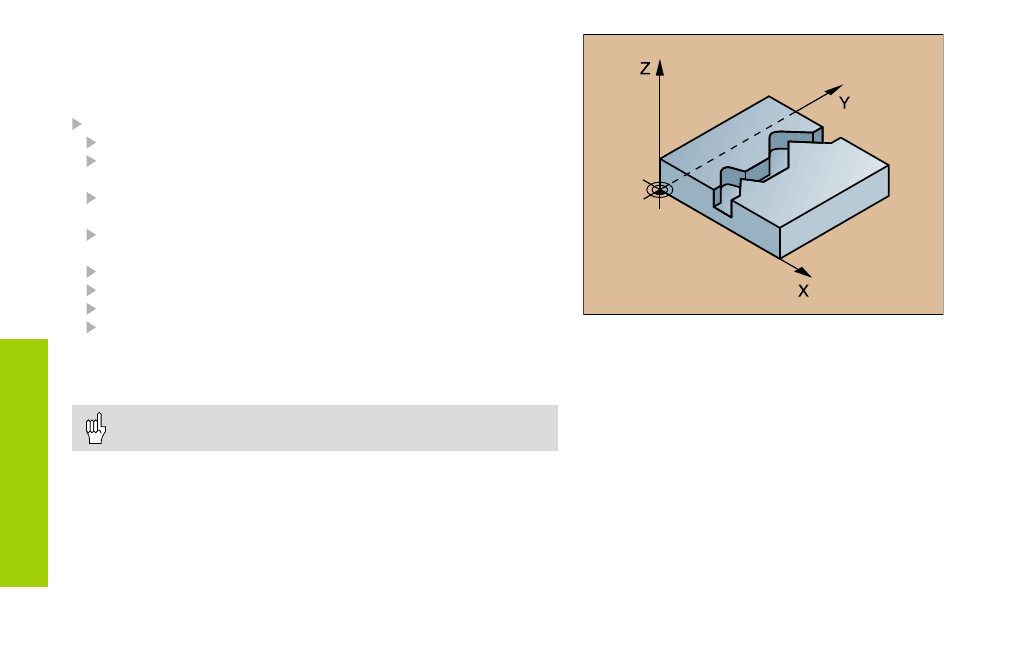
CONTOUR TRAIN (25)
This cycle is for entering data for machining an open contour that has
been defined in a contour subprogam.
CYCL DEF: Select Cycle 25 CONTOUR TRAIN
Milling depth Q1; incremental
Allowance for side Q3:
Finishing allowance in the working plane
Workpiece surface coordinates Q5:
Coordinates referenced to the workpiece datum; absolute
Clearance height Q7:
Height at which the tool cannot collide with the workpiece; absolute
Pecking depth Q10; incremental
Feed rate for pecking Q11
Feed rate for milling Q12
Climb or up-cut ? Up-cut = 1 Q15
Climb milling: Q15 = +1
Up-cut milling: Q15 = 1
Alternately in reciprocating cuts: Q15 = 0
Cycle 14 CONTOUR can have only one label number.
A subprogram can hold no more than 128 line segments.