HEIDENHAIN TNC 426 (280 476) Pilot User Manual
Page 32
33
Subprograms
S
= Jump;
R
= Return jump
Subprograms and Program Section
Repeats
Subprograms and program section repeats enable you to program a
machining sequence once and then run it as often as needed.
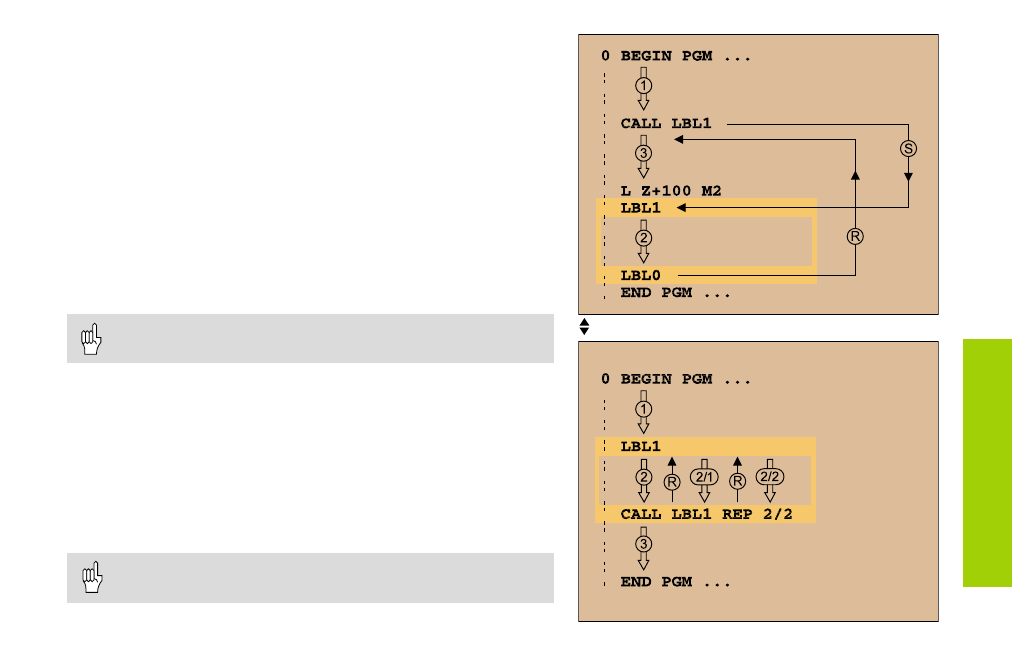
Working with Subprograms
1
The main program runs up to the subprogram call CALL LBL1.
2
The subprogram labeled with LBL1 runs through to its end LBL0.
3
The main program resumes.
It's good practice to place subprograms after the main program
end (M2).
Answer the dialog prompt REP with the NOENT key!
You cannot call LBL0!
Working with Program Section Repeats
1
The main program runs up to the call for a section repeat CALL LBL1
REP2/2.
2
The program section between LBL1 and CALL LBL1 REP2/2 is
repeated the number of times indicated with REP.
3
After the last repetition the main program resumes.
Altogether, the program section is run once more than the
number of programmed repeats!