HEIDENHAIN TNC 426 (280 476) Pilot User Manual
Page 63
64
Pockets, Studs, and Slots
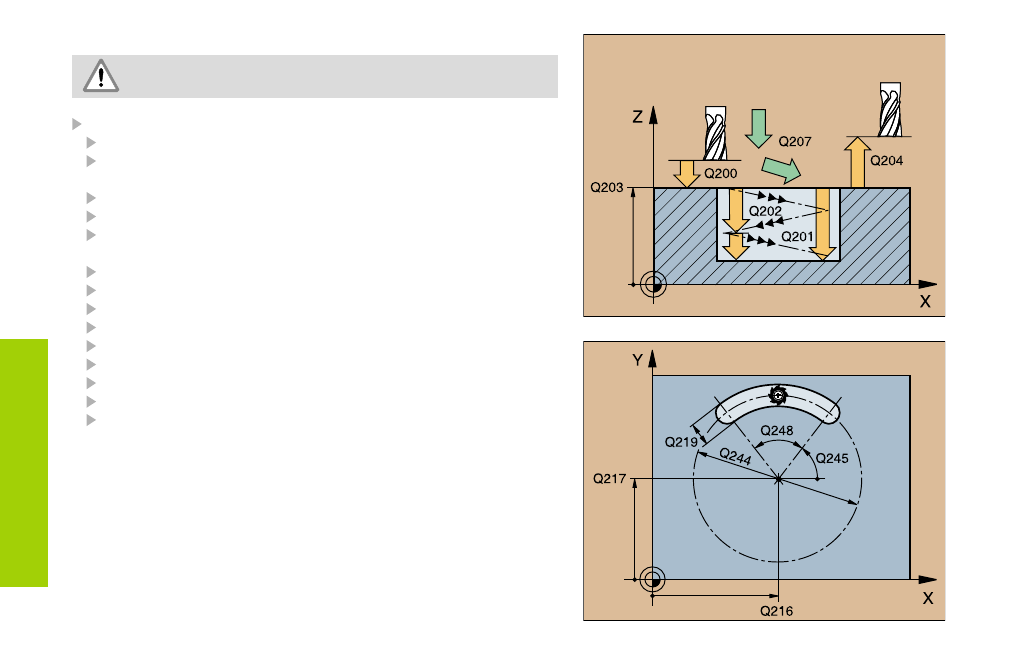
CIRCULAR SLOT with reciprocating plunge (211)
The cutter diameter must be no larger than the width of the
slot, and no smaller than one third!
CYCL DEF: Select Cycle 211 CIRCULAR SLOT
Set-up clearance: Q200
Depth Distance between workpiece surface and bottom of hole:
Q201
Feed rate for milling: Q207
Pecking depth: Q202
Machining operation (0/1/2) 0 = roughing and finishing,
1 = roughing only, 2 = finishing only: Q215
Surface coordinate: Q203
2nd set-up clearance: Q204
Center in 1st axis: Q216
Center in 2nd axis: Q217
Pitch circular dia.: Q244
Second side length: Q219
Starting angle of the slot: Q245
Angular length of the slot: Q248
Infeed for finishing: Q338
The TNC automatically pre-positions the tool in the tool axis and in the
working plane. During roughing the tool plunges obliquely into the
metal in a back-and-forth helical motion between the ends of the slot.
Pilot drilling is therefore unnecessary.