Pockets, studs, and slots – HEIDENHAIN TNC 426 (280 476) Pilot User Manual
Page 55
56
Pockets, Studs, and Slots
12 CYCL DEF 4.0 POCKET MILLING
13 CYCL DEF 4.1 SET UP2
14 CYCL DEF 4.2 DEPTH-10
15 CYCL DEF 4.3 PECKG4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR+ RADIUS 10
19 L Z+100 R0 FMAX M6
20 L X+60 Y+35 FMAX M3
21 L Z+2 FMAX M99
Pockets, Studs, and Slots
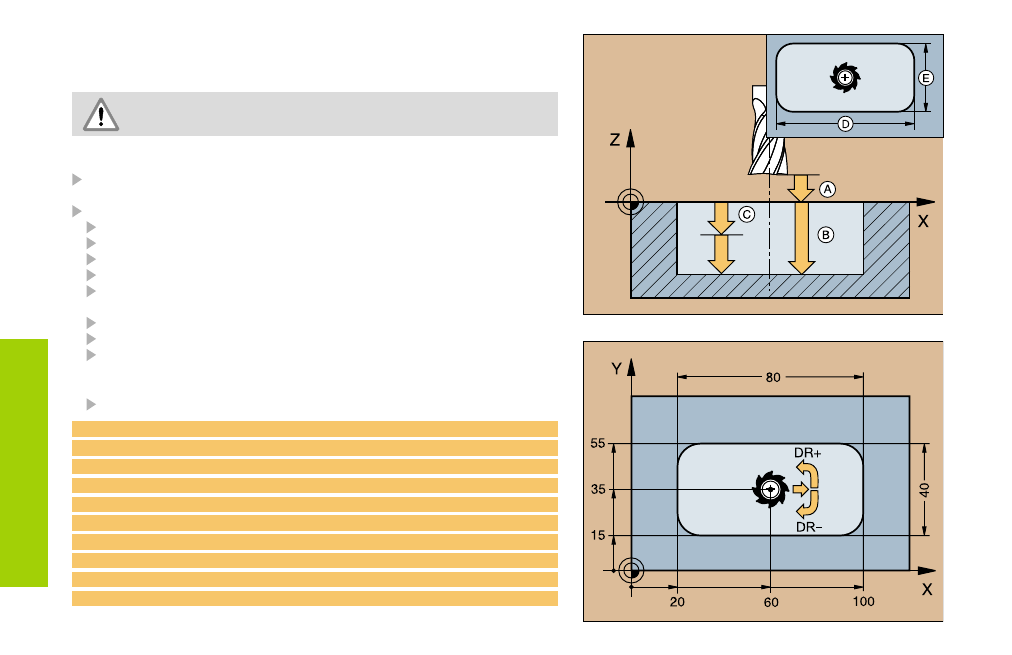
POCKET MILLING (4)
This cycle requires either a center-cut end mill (ISO 1641) or
pilot drilling at the pocket center!
The tool begins milling in the positive axis direction of the longer side.
In square pockets it moves in the positive Y direction.
The tool must be pre-positioned over the center of the slot with tool
radius compensation R0
CYCL DEF: Select cycle 4 POCKET MILLING
Set-up clearance:
A
Milling depth (depth of the pocket):
B
Pecking depth:
C
Feed rate for pecking
First side length (length of the pocket, parallel to the first main axis
of the working plane):
D
Second side length (width of pocket, sign always positive):
E
Feed rate
Rotation clockwise: DR
Climb milling with M3: DR+
Up-cut milling with M3: DR
Rounding-off radius R (radius for the pocket corners)