Aluminum, Above water, 3" under water – Hypertherm HT2000-200 Volt User Manual
Page 127: 100 amps • air plasma / air shield
6-32
HySpeed HT2000
Instruction Manual
OPERATION
22
Shield
Arc
Approx.
Material
Plasma Gas Flow Rate %
Gas (Air)
Torch-to-work
Initial Torch
Voltage
Motion
Thickness
Preflow
Cutflow
Pressure
Distance
Piercing Height
Setting
Travel Speed
Delay Time
(inches)
(mm)
(Air %)
(Air %)
(psi)
(inches)
(mm)
(inches)
(mm)
(volts)
(ipm) (mm/min.)
(sec)
Shield
Arc
Approx.
Material
Plasma Gas Flow Rate %
Gas (Air)
Torch-to-work
Initial Torch
Voltage
Motion
Thickness
Preflow
Cutflow
Pressure
Distance
Piercing Height
Setting
Travel Speed
Delay Time
(inches)
(mm)
(Air %)
(Air %)
(psi)
(inches)
(mm)
(inches)
(mm)
(volts)
(ipm) (mm/min.)
(sec)
1/8
3
48
39
60
3/32
2.5
3/16
5
135
110
2800
3/16
5
(55.3
(44.9
(270
1/8
3
1/4
6
140
90
2290
0.5
1/4
6
SCFH)
SCFH)
SCFH)
1/8
3
1/4
6
145
70
1780
0.5
3/8
10
1/8
3
1/4
6
145
50
1270
0.5
1/2
12
1/8
3
150
40
1010
5/8
15
.157
4
155
30
760
3/4
20
3/16
5
160
25
635
Aluminum
100 amps • Air Plasma / Air Shield
This gas combination gives good cut speed, low dross levels and is very economical.
Notes:
Set plasma gas inlet pressure to 90 psi (6.2 bar)
Set shield gas inlet pressure to 90 psi (6.2 bar)
Production cutting above 3/8" (10 mm) not recommended
Above Water
1/8
3
48
39
70
5/64
2
5/32
4
135
100
2650
3/16
5
(55.3
(44.9
(280
1/8
3
1/4
6
140
80
2050
0.5
1/4
6
SCFH)
SCFH)
SCFH)
1/8
3
1/4
6
145
60
1510
0.5
3/8
10
1/8
3
1/4
6
150
40
1000
0.5
1/2
12
1/8
3
155
30
750
3" Under Water
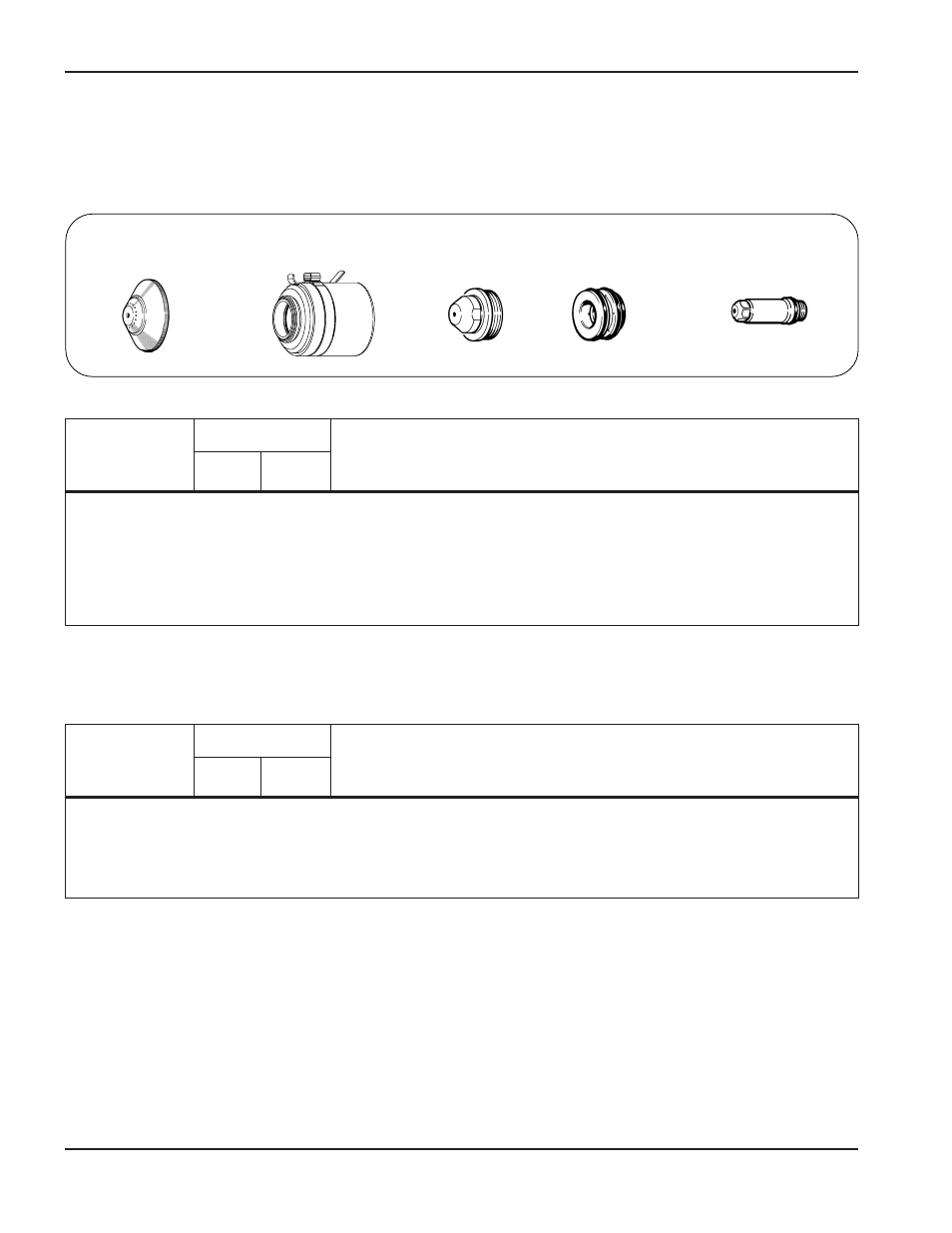
020448
Shield
120837
Retaining cap
020611
Nozzle
020607
Swirl ring
120547
Electrode