How to optimize cut quality -13, Error code troubleshooting – 1 of 8 -7 – Hypertherm HSD130 HySpeed Plasma User Manual
Page 153
MAINTENANCE
HySpeed HSD130 RHF
Instruction Manual
5-7
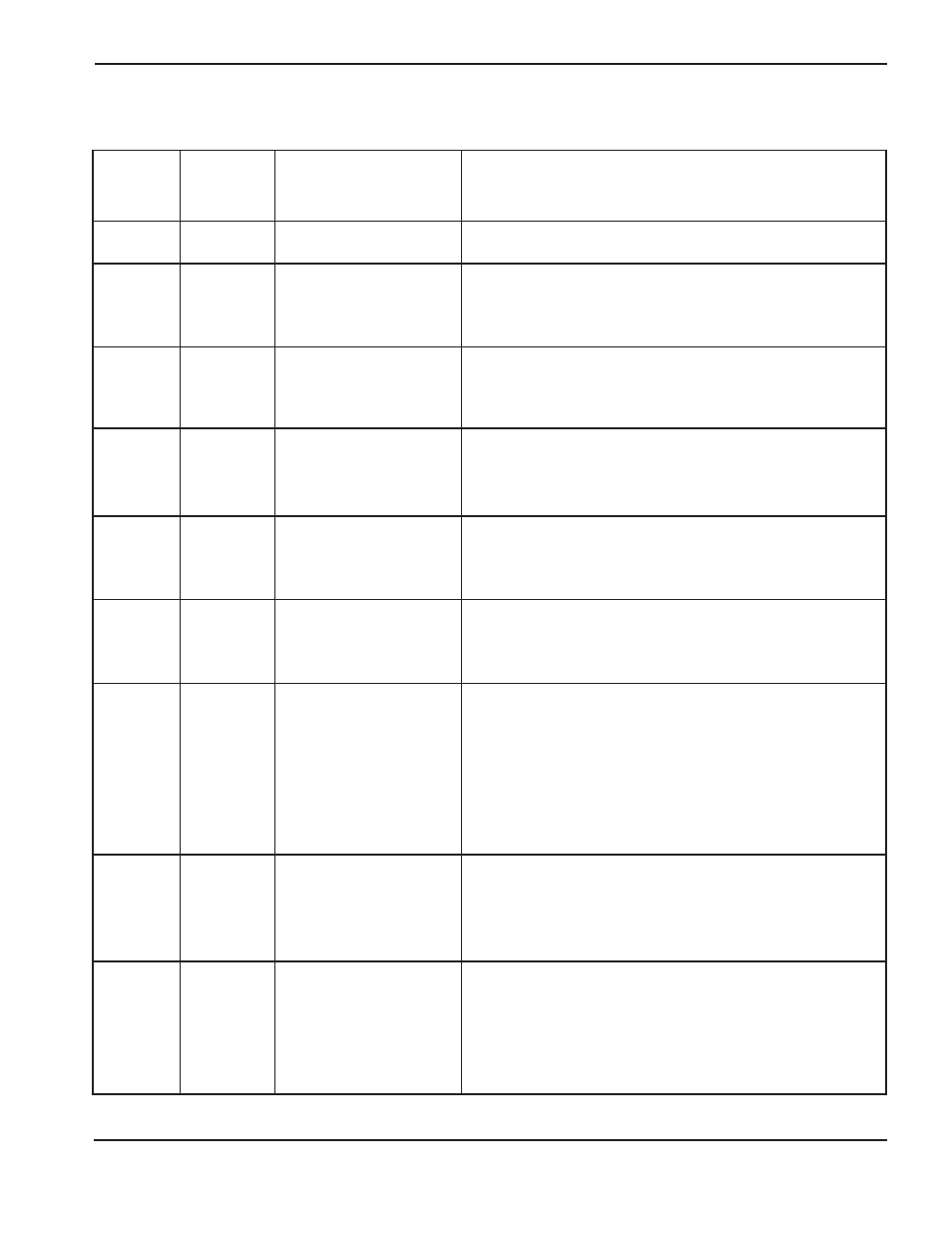
Error code troubleshooting (1 of 8)
Error code
number
Name
Description
Corrective action
000
No error
System is ready to run.
None needed.
012
fuel-gas
console
only
Test in
progress
One of the gas tests is
running.
The test will run for about 3 minutes.
014
fuel-gas
console
only
Plasma-gas
channel
failure
A gas leak of more than
0.7 bar (10 psi) in the
plasma gas channel.
Check the plasma gas lines for leaks.
015
fuel-gas
console
only
Preflow-gas
channel
failure
A gas leak of more than
0.7 bar (10 psi) in the
preflow gas channel.
Check the preflow gas lines for leaks.
016
fuel-gas
console
only
Shield-gas
channel
failure
A gas leak of more than
0.7 bar (10 psi) in the
shield gas channel.
Check the shield gas lines for leaks.
017
fuel-gas
console
only
Fuel-gas
channel
failure
A gas leak of more than
0.7 bar (10 psi) in the
plasma gas channel.
Check the fuel plasma line for leaks.
020
No pilot arc
No current detected from
chopper at ignition and
before 1-sec timeout.
1. Verify that the consumable parts are in good condition.
2. Verify proper pre-flow and cut-flow settings.
3. Fuel-gas only: Perform leak test.
4. Verify spark across spark gap.
5. Inspect CON1 for excessive wear.
6. Perform torch lead test (see Maintenance section).
7. Perform start circuit test (see Maintenance section).
8. Perform chopper test (see Maintenance section).
021
No arc
transfer
No current detected on
work lead 500 milli-
seconds after pilot arc
current was established.
1. Verify proper pierce height.
2. Verify proper gas settings.
3. Inspect work lead for damage or loose connections.
4. Verify the condition of the current transfer sensor on the
I/O PCB.
024
Lost current
Lost current from chopper
after transfer.
1. Verify that the consumable parts are in good condition.
2. Verify proper gas settings.
3. Verify pierce delay time.
4. Verify that the arc did not lose contact with plate while
cutting (hole cutting, scrap cutting, etc).
5. Perform chopper test (see Maintenance section).