Stainless steel, F5 plasma / n, Shield 45 a cutting – Hypertherm HSD130 HySpeed Plasma User Manual
Page 130: Metric, English
OPERATION
4-16
HySpeed HSD130 RHF
Instruction Manual
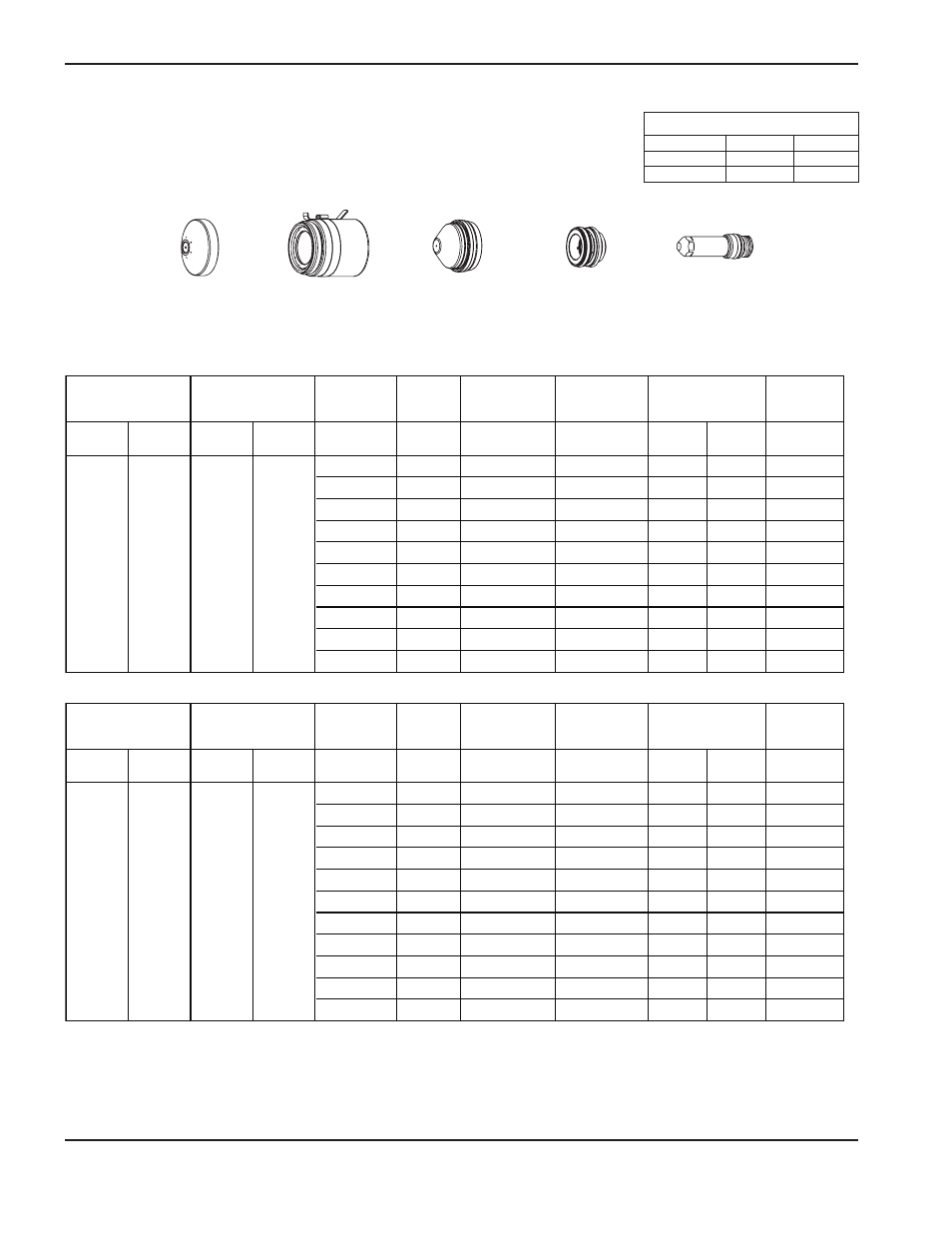
Stainless steel
F5 Plasma / N
2
Shield
45 A Cutting
220532
220525
220529
220528
Metric
Plasma
Shield
Plasma
Shield
mm
Volts
mm
factor %
seconds
0.5
122
4.6
200
0.0
0.8
124
4.6
200
0.0
1.0
125
4.6
200
0.1
1.2
128
5.0
200
0.1
1.5
129
5.0
200
0.2
2.0
132
5.6
200
0.2
2.5
137
6.0
200
0.2
3.0
138
6.0
200
0.3
4.0
140
6.6
200
0.4
6.0
148
7.2
200
0.6
English
Plasma
Shield
Plasma
Shield
in
Volts
in
factor %
seconds
.018
122
0.180
200
0.0
.024
123
0.180
200
0.0
.030
124
0.180
200
0.0
.036
125
0.180
200
0.1
.048
128
0.200
200
0.1
.060
129
0.200
200
0.2
.075
132
0.220
200
0.2
.105
137
0.240
200
0.2
.135
138
0.240
200
0.3
3/16
140
0.260
200
0.4
1/4
148
0.280
200
0.6
82
82
.130
.140
.120
80
45
.090
.090
.090
.090
260
.100
.110
.120
2350
1325
280
270
3.3
3.6
7000
6500
5875
5360
4650
3200
2975
2740
Select
Gases
Set
Cutflow
2.3
2.3
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
82
82
3.0
Initial Pierce Height
Pierce Delay
Time
Initial Pierce Height
Pierce Delay
Time
Cutting Speed
mm
mm/m
F5
N
2
2.3
2.5
2.5
2.8
3.0
in
ipm
F5
Select
Gases
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting Speed
N
2
240
180
130
115
100
.100
210
Flow Rates – lpm/scfh
F5
N
2
Preflow
0 / 0
162 / 344
Cutflow
32 / 67
147 / 311
220534
220533 (no IHS tab)