Tweco 400 MSTP Arcmaster User Manual
Page 42
36
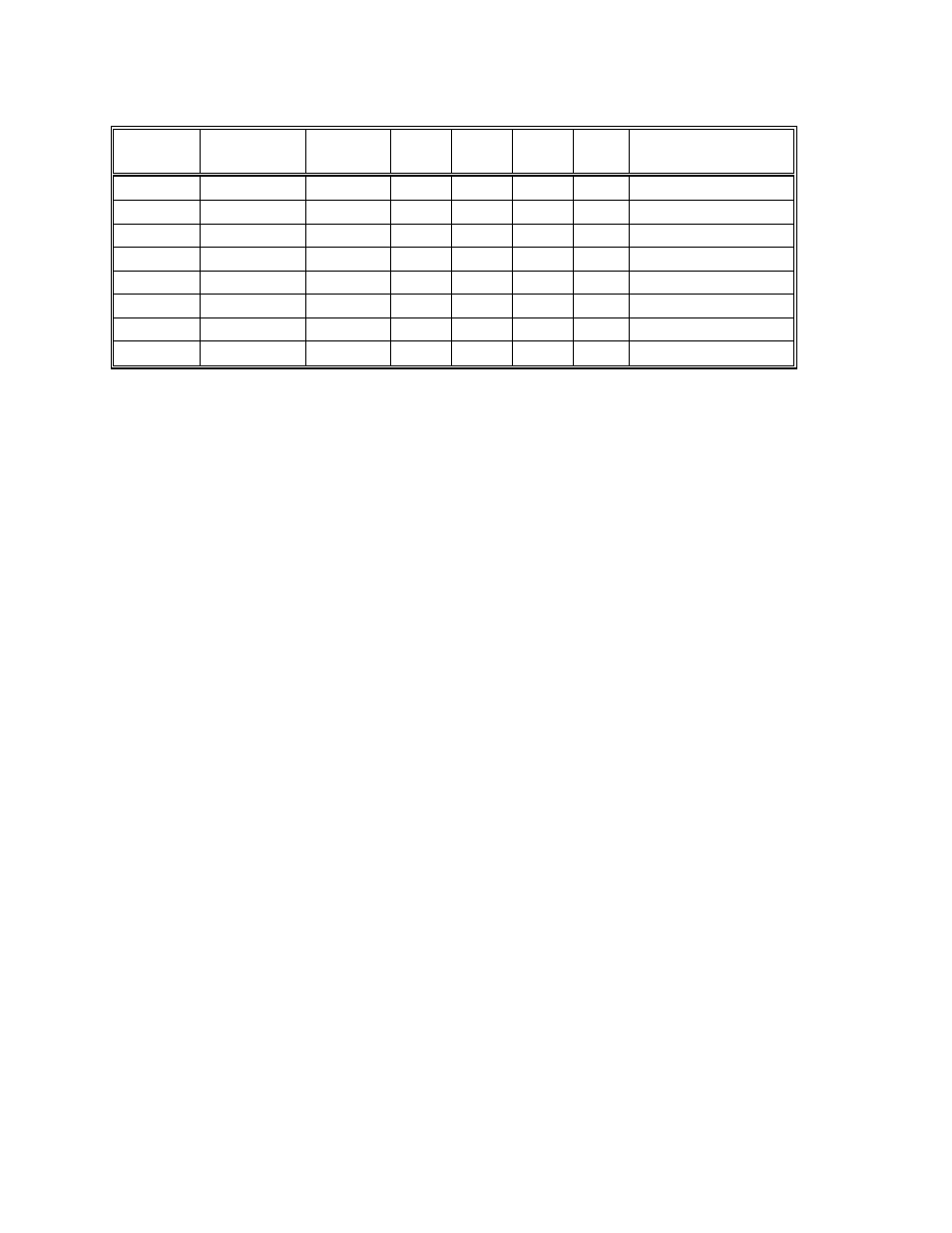
SCHEDULE
STD WIRE
TYPE
WIRE SIZE
(INCHES)
Ist
(Amps)
Ipk
(Amps)
Tpk
(Amps)
Vbak
(Volts)
GAS MIXTURE
1
Mild steel
.035
350
300
2.5
20.0 92%Ar 8%CO2
2
Mild steel
.045
450
350
2.5
20.0 92%Ar 8%CO2
3 Stainless
Steel .035 350 276 2.6
18.0 81%Ar 1%CO2 18%He
4 Stainless
Steel .045 400 326 2.8
19.0 81%Ar 1%CO2 18%He
5 Aluminum
.035 400 224 1.4 17.0
100%Ar
6 Aluminum
3/64 450 274 1.4 17.0
100%Ar
7
Metal Core
.045
450
400
1.5
16.0 92%Ar 8%CO2
8 Nickel
.035 350 276 2.6 18.0
75%Ar 25%He
Pulse MIG Schedule for the 400MSTP
The 400MSTP pulse machine comes with 8 pre-programmed weld schedules for use in the Pulsed
MIG mode. Each schedule was developed around the particular wire/gas combination given in table 1.
These schedules should give good results for most applications. It is possible to use a number of other
wire and gas combinations other then those. It will be necessary, however, for the user to determine the
optimum weld schedule to use.
For welding applications where none of the 8 schedules will give adequate results, any or all 8 schedules
can be changed by the operator to fit the application. In order to change them, an optional Programming
Pendant is required. The programming pendant plugs into the Programming Pendant connector located
on the rear of the 400MSTP. Using the pendant, a schedule can easily be modified by characteristics.
1. Connect the wire feeder to the power source using the 14 or 19 pin socket receptacle on the front of
the power source.
2. Connect the welding leads to the power source and wire feeder.
3. Turn AC power switch to the ON position. The initial power up sequence will be complete in
approximately ten seconds.
4. Press the Process button to select the Pulsed MIG process. The light next to the button should be on
indicating that PULSED MIG is now active.
5. Keeps pushing the LOAD buttons and then use the Control knob to select one of the eight schedules.
See the chart in this manual or the sticker on the machine for schedule information.
6. For LOCAL control make sure the REMOTE light is off by pressing the REMOTE button if necessary.
The light should toggle on and off as the REMOTE button is pressed repeatedly.
7. To set the output, proceed as follows: First set the wire feed speed at the wire feeder. As in
conventional Pulse Mig Welding. The wire feeder will control the average amperage or heat input.
Second set the correct arc length by adjusting the output of the power source. Press the forward
button or buck button. Select voltage as the adjustable value. The meter will display a “Reference
Number” between 0 and 440. The higher the “Reference Number” the higher the pulsing rate and arc
voltage. (The actual number of pulses per second will vary between approximately 30 and 300 as the
number varies between 0 and 440.)
To increase arc length, increase the “reference number” setting. To decrease arc length, decrease the
“reference number” setting. This is essentially the same as adjusting voltage for conventional MIG