Tweco 400 MSTP Arcmaster User Manual
Page 31
25
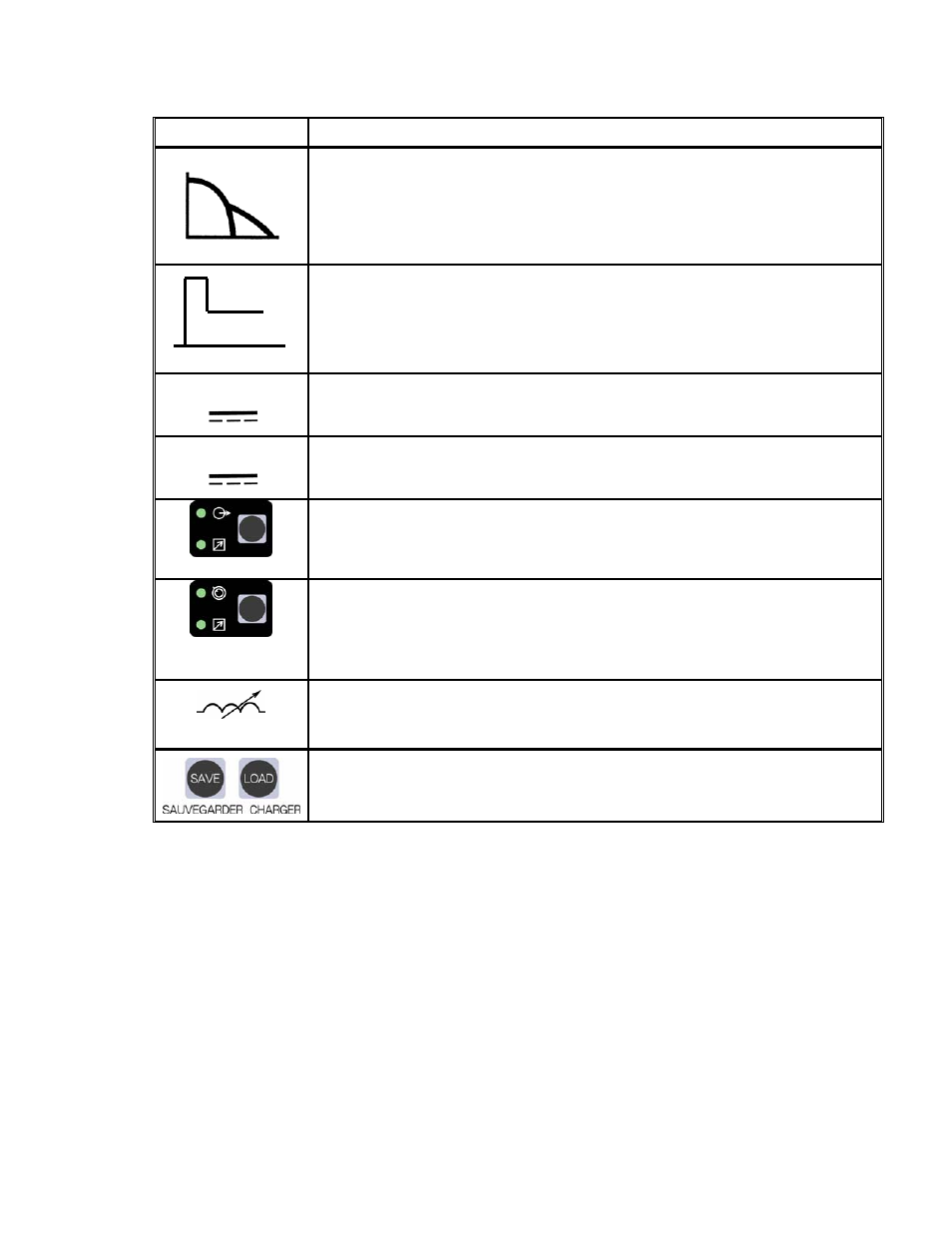
Parameter Description
ARC CONTROL
This parameter provides a suitable short circuit current in STICK welding to
improve electrode sticking and arc stability.
HOT START
This parameter operates in STICK weld mode and is used to improve the start
characteristics for stick electrodes. e.g. low hydrogen electrodes. It sets the peak
start current on top of the
(WELD)
current.
DC (A)
Weld Current (Amperage) - when lit parameter knob sets the STICK and TIG
WELD current.
DC (V)
Weld Voltage (Volt) – when lit parameter knob sets the MIG voltage.
Contactor ON/OFF
Contactor operation in Stick Mode.
Operation
PANEL/REMOTE
Selects in operation Panel board or Remote.
INDUCTANCE
This parameter, similar to the ARC CONTROL in STICK mode, allows for the
adjustment of the dynamic property of the arc. As the inductance is increased the
output voltage may need to be adjusted to achieve the desired weld characteristics.
The SAVE/LOAD buttons are used to save and retrieve a total number of 5 programs
into the 400MSTP memory.
Table 3 – Weld Parameter Descriptions for ARC MASTER 400 MSTP