Ultra-cut 300 xt, 07 power supply status codes – Tweco 300 XT Ultra-Cut Plasma Cutting System User Manual
Page 77
ULTRA-CUT 300 XT
Manual 0-5274
OPERATION
4-13
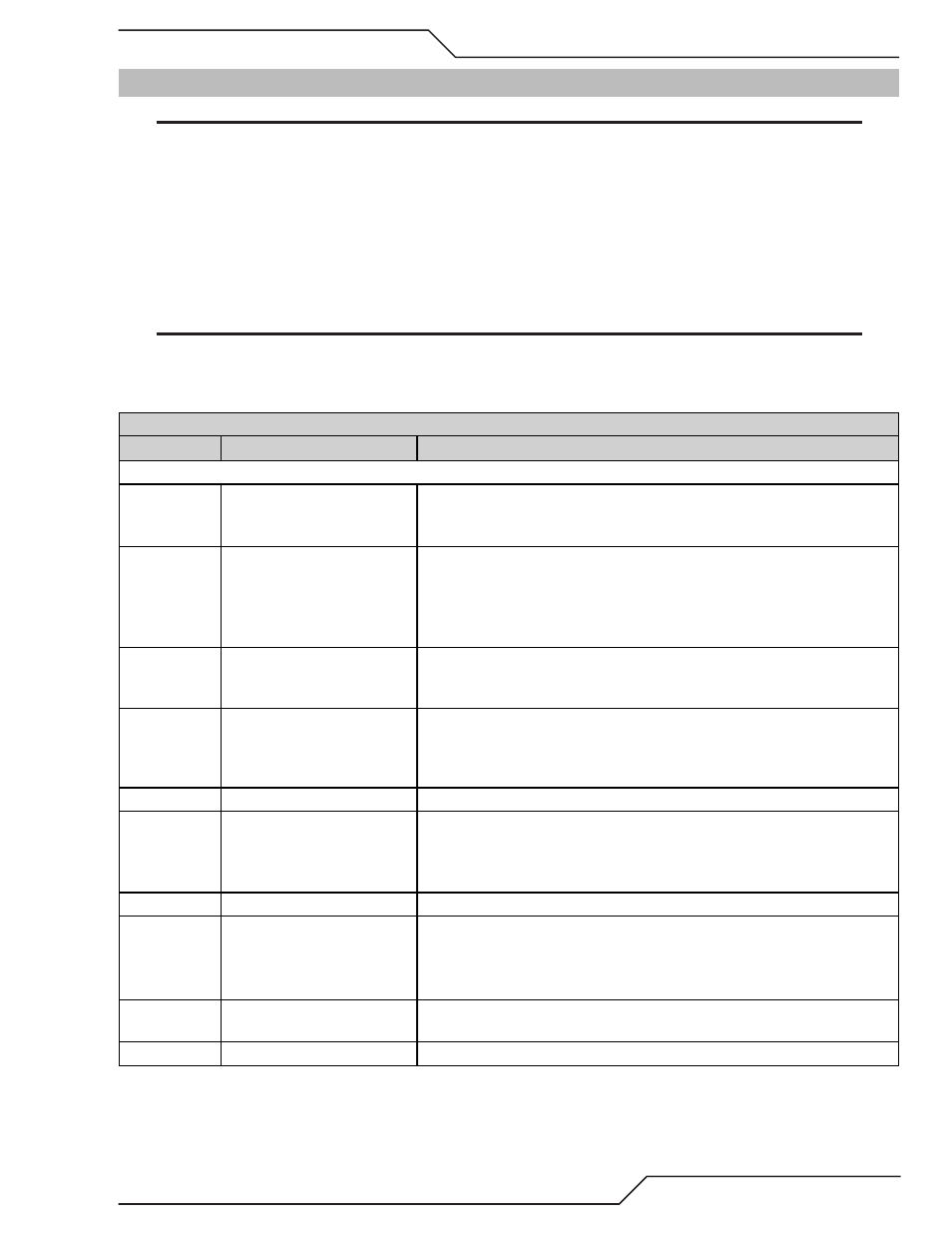
4.07 Power Supply Status Codes
NOTE
See the Appendix for Advanced Troubleshooting
On start-up and during operation, the power supply control circuitry performs various tests. If the circuitry detects
a condition requiring operator attention, the status display on the front panel shows a 3 digit number code preceded
by either letter “E” (currently active fault) or letter “L” (last or latched fault) meaning a fault occurred stopping the
process but is not currently active.
Some conditions can be active indefinitely, while others are momentary. The power supply latches momentary
conditions; some momentary conditions can shut down the system. The indicator may show multiple conditions
in sequence; it is important to recognize all possible conditions that may be displayed.
NOTE
There are no Group 5 (500) numbered status codes with the GCM 2010 system. These tables cover units
up to 400A, Lower current units won’t have all the inverter sections referred to in the Group 2. However
codes for those sections should not appear.
CCM Status Code
Code
Message
Remedy / Comments
Group 1 -- Plasma Process
101
Plasma Disabled
Plasma Enable Off ; Disable activated on GCM 2010 or external SW disabled
(CNC); CCM TB1-1&2 jumper missing; 40 circuit ribbon cable from Relay
PCB to CCM disconnected or defective;
102
Pilot Ignition Failure
Pilot did not start within 15 seconds. Torch consumable parts worn? Ensure
correct process selected or manual setting including current control setting
matches consumables; Plasma pressure too high; Defective Arc Starter;
Defective Pilot PCB; defective Inverter section 1A. Ribbon cables reversed on
INV1 sections 1A and 1B.
103
Lost Pilot
Pilot went out while Start active. Torch consumable parts worn? Ensure cut
process or current control setting setting matches consumables; Plasma
pressure too high;
104
Transfer Lost
Arc was transferred to work then went out while Start still active. Arc lost
contact with work (run off edge, over hole, etc.); Standoff too high; Ensure
cut process or manual settings (current control, gas pressures) matches
consumables;
105
Not used
Reserved for legacy product
106
Pilot Timeout, no Transfer
Must transfer from Pilot to Cutting Arc in 0.085 seconds (SW8-1 OFF) or 3
sec. (SW8-1 ON). Standoff too high or void in work under torch; Wrong cut
process selected or wrong manual settings (current control set too low or
wrong gas pressure).
107
Not used
Reserved for legacy product
108
Tip to Electrode voltage fault.
Tip voltage too close to electrode voltage; Torch consumable parts worn out;
Wrong consumables installed causing tip to electrode short; Wrong process
selected or wrong manual setting of plasma gas or cutting current.; Leak in
Plasma hose to torch; Defective Pilot PCB; Shorted torch body .
109
Part process not configured. Applies only to DFC 3000 Auto Gas Control. Select and load a cutting pro-
cess.
110
Not used
Reserved for legacy product