Ladder program description continued – Rockwell Automation 1402-LSM Line Synchronization Module Installation Instructions User Manual
Page 45
Chapter 4
Application Information
4–11
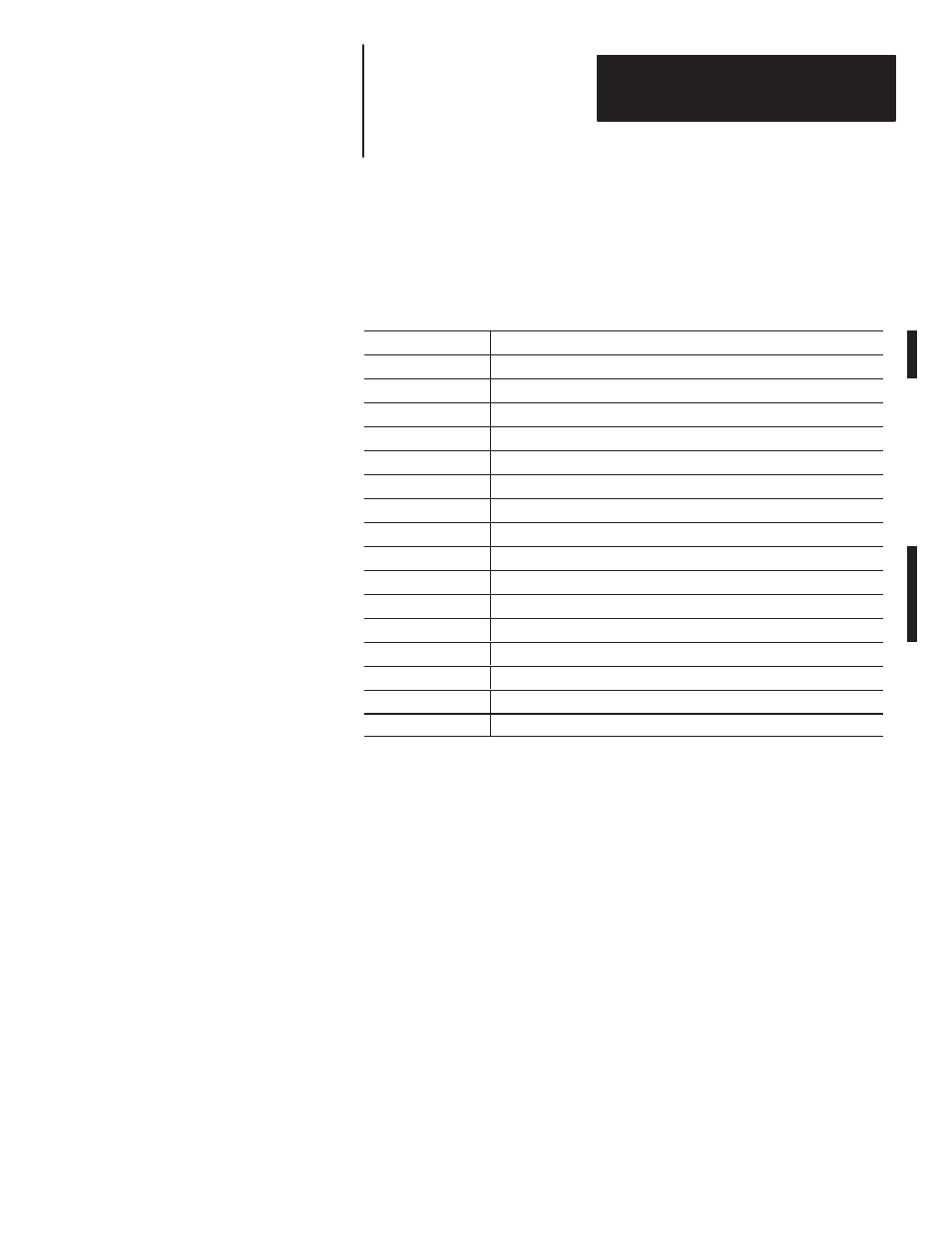
Data Files Used Continued
Table 4.5
File
Description
N30
Factory Configuration Parameters BTR Destination
N31
User Configuration Parameters BTR Destination
N32
Acknowledge Factory Configuration Parameters BTR Destination
N33
Acknowledge User Configuration Parameters BTR Destination
N34
Synchronizing Bus Error Parameters BTR Destination
N35
Synchronizing Bus Voltage/Current Parameters BTR Destination
N36
Synchronizing Bus Power Parameters BTR Destination
N37
Reference Bus Voltage Parameters BTR Destination
N38
Diagnostic Parameters BTR Destination
N39
Factory Configuration Parameters BTW Source
N40
User Configuration Parameters BTW Source
N41
Control Request BTW Source
R6:0
Sequencer Control–Configuration
R6:1
Sequencer Control–Run
I
Discrete Inputs to the PLC–5
O
Discrete Outputs from the PLC–5
Accessing BTR Data from PLC Ladder
To access a specific parameter from any of the BTRs, the BTR destination
file must be known as well as the parameter number of the parameter desired.
An illustration of this is an example taken directly from the Block Transfer
Tables document and the example ladder diagram. (See Appendix B & C).
To obtain Synchronizing Bus Frequency in Hz from the Synchronizing Bus
Voltage/Current Parameters BTR, the following words need to be read:
N35:37 and N35:38.
Since the frequency is divided in 10
0
and 10
-3
formats, the following
operations need to be performed to create a floating point representation of
this number:
(N35:37
/1000) +
N35:38
=
frequency in floating point
For display purposes on a panel view terminal for example, it may not be
necessary to perform this operation if the data can be divided into two fields
and displayed as follows: N35:38. N35:37.
Ladder Program Description
Continued