ROHM ZG/ZS, ZGU/ZSU, EG/ES - Geared scroll chucks User Manual
Page 8
3.1 Aufsetzen des Drehfutters auf Drehspindel mit Kurzkegel
(Tabelle 1)
3.1.1 Kegelaufnahme und Plananlage des Futters sowie Ma-
schinenspindel sorgfältig reinigen. Spindelnase auf
Rund- und Planlauf prüfen (zulässig 0,005 nach DIN
6386 und ISO 3089)
3.1.2 Futter auf Maschinenspindel aufsetzen und Be-
festigungselemente leicht anziehen.
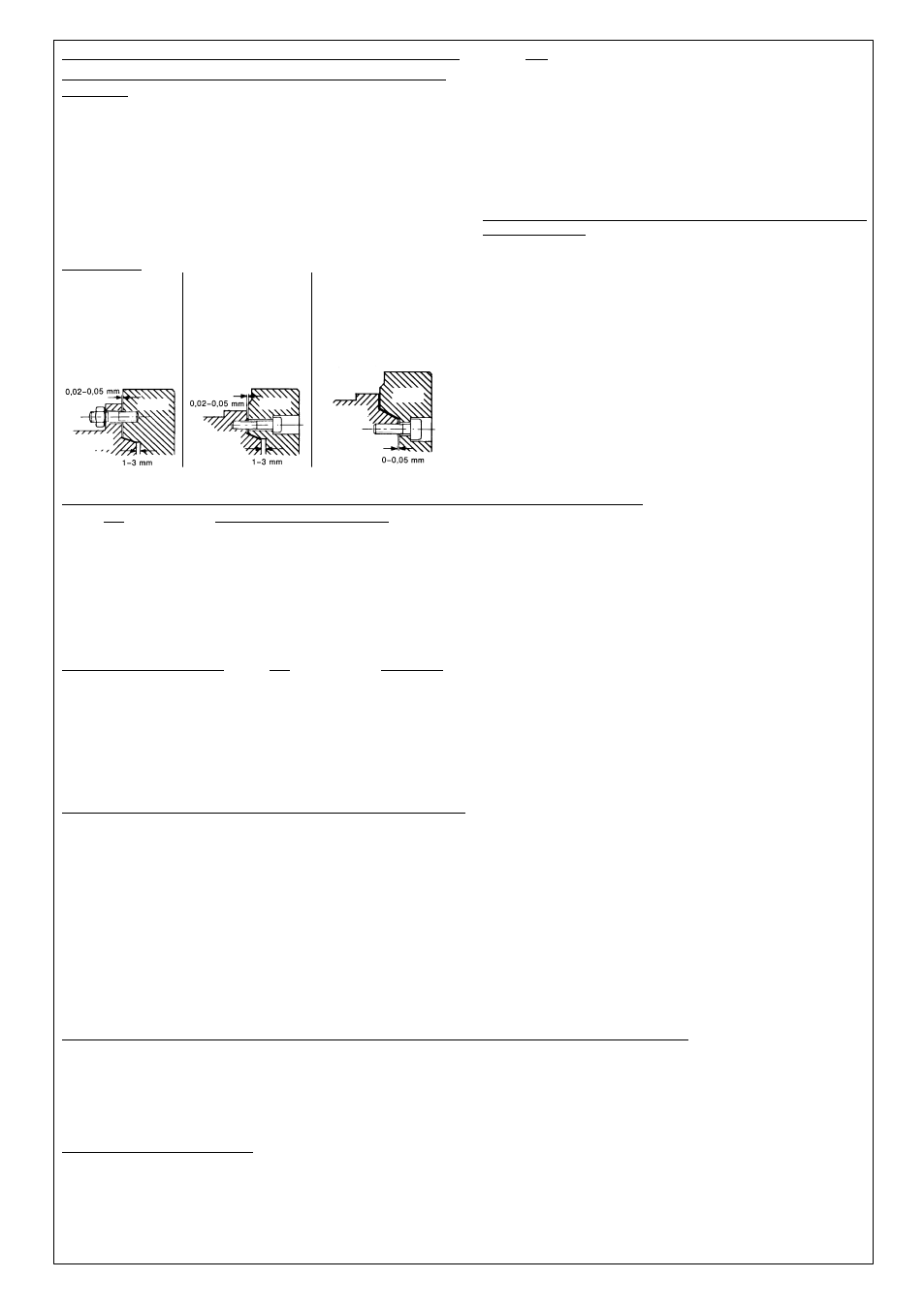
3.1.3 Anzugsspalt mit Fühlerlehre überprüfen.
Anzugsmaß
a) bei Befestigung
b) bei Befestigung
c) bei Befestigung
Stehbolzen DIN
von vorne im äus-
von vorne im inneren
55027 und 55022
seren Lochkreis
Lochkreis,
oder Camlock-
DIN 55026, 55021, DIN 55026,
bolzen DIN 55029
ASA B 5.9 A1/A2
ASA B 5.9 A1/B1
und ASA B 5.9 D1
(nicht dargestellt)
3.1.4 Befestigungselemente gleichmäßig über Kreuz fest an-
ziehen
Kurzkegel und Plananlage des Futters müssen nach
Montage an der Spindelnase gleichmäßig tragen!
3.1.5 Bei der Montage des Futters auf Drehspindeln mit Cam-
lock-Aufnahme nach DIN 55029 und ASA B 5.9 D1 muß
die Verriegelung durch Rechtsdrehung der Exzenterbol-
zen erfolgen.
3.2 Aufsetzen des Drehfutters auf Drehspindel mit Langkegel
(siehe Tabelle 1)
Vor dem Aufsetzen Kegelaufnahme und Gewinde,
ebenso Spindelkopf sorgfältig reinigen. Kegel muß satt
ohne Taumelspiel tragen. Keil beachten. Überwurfmut-
ter anziehen.
3. Montage des Drehfutters auf den Maschinen-Spindelkopf (gültig für alle Futtertypen und Planscheiben)
Die angegebenen Werte setzen eine einwandfreie Maschinen-
spindel und ein sachgemäß aufgepaßtes Drehfutter voraus. Für
die Messung gehärtete und genau zylindrisch geschliffene
Dorne und starkwandige Prüfringe verwenden. (Verformung)
Sollte das Drehfutter den angegebenen zulässigen Rundlau-
fabweichungen nicht entsprechen, müssen die Kegelmaße an
der Maschinenspindel überprüft werden. Hierbei müssen
Durchmesser und Steigung des Kurz- bzw. Langkegels kontrol-
liert und gleichzeitig Rundlauf der Kegel und Plananlage bei
Kurzkegel auf Lauffehler überprüft werden.
Beim Prüfen ist das Futter nur am Nulltrieb mit Pfeil zu spannen.
4. Prüfung auf Rundlauf und Planlaufabweichung nach DIN 6386 Teil 1 (siehe Tabelle 3)
(gültig nur für Drehfutter ZG-ZS, ZGU-ZSU und ZGD)
Einstellung des Drehfutters EG-ES auf zentrische Spannung
Die an der Stirnseite des Futterkörpers eingearbeiteten
konzentrischen Ringe dienen zur groben Vorzentrierung
der Backen durch Sicht.
Rundes Werkstück oder Prüfdorn mit leichtem Druck
einspannen und Meßuhr zur Feststellung der Rundlauf-
bewegung anstellen. Mit dem kleinen Verstellschlüssel
die Spannbacken über die im Grundbacken gelagerte
Verstellspindel vor- oder zurückdrehen, bis die Meßuhr
keine Abweichung mehr anzeigt. Dabei beachten, daß
die Zustellung mit der Verstellspindel gegen das Werk-
stück erst erfolgen darf, wenn die gegenüberliegenden
Spannbacken die notwendige Bewegungsmöglichkeit
geben.
Während beim 3-Backenfutter das Werkstück bei zentri-
scher Einstellung bereits anliegt, müssen beim 4-Bak-
kenfutter erst alle 4 Spannbacken zur Anlage gebracht
werden. Bei der Einzentrierung dann jeweils die beiden
gegenüberliegenden Spannbacken solange verstellen,
bis die gewünschte Rundlaufgenauigkeit erreicht ist.
Nach dieser Einstellung erfolgt Spannen und Ent-
spannen des Drehfutters EG-ES nur mit dem großen
Spannschlüssel über die am Umfang des Futterkör-
pers eingelassenen Triebe. Die Verstellspindel darf
nicht zum Spannen und Entspannen verwendet wer-
den.
(Zum Einstellen der Drehmitte brauchen keine Befestigungs-
schrauben gelöst werden).
1.
Werkstück oder Meßdorn einspannen und den größten
Meßuhrenausschlag ermitteln.
2.
Je nach Lage des Rundlauffehlers müssen eine oder
zwei Verstellspindeln, die dem größten Uhrenausschlag
am nächsten liegen, gelöst werden.
3.
Die anderen Verstellspindeln, soweit nachziehen, bis
die Spannmitte um den halben Uhrenausschlag korri-
giert ist.
4.
Rundlauf nochmals prüfen und ggf. Ausrichtvorgang
wiederholen.
5.
Die vorher gelösten Verstellspindeln leicht festziehen
und Rundlauf nochmals kontrollieren.
Einstellen der Drehmitte (gültig nur für Drehfutter ZG Hi-Tru)
Einstellung des Drehfutters EG-ES zur Spannung unrunder und ungleichförmiger Werkstücke
Mit großem Spannschlüssel alle Spannbacken zen-
trisch soweit auseinander- bzw. zusammendrehen, wie
es nach der Werkstückform zweckmäßig erscheint. Mit
dem kleinen Verstellschlüssel durch Drehen der Ver-
stellspindel die umkehrbaren Spannbacken der erfor-
derlichen Werkstücklage anpassen.
Nach dieser Einstellung erfolgt Spannen und Ent-
spannen des Drehfutters EG-ES nur mit dem großen
Spannschlüssel über die am Umfang des Futterkör-
pers eingelassenen Triebe.
Umdrehen der Spannbacken
Achtung: Die Backenführungen müssen aus techni-
schen Gründen scharfkantig sein. Um Schnittverlet-
zungen zu vermeiden, müssen bei Tätigkeiten an of-
fenen Backenführungskanten (z. B. beim Backen-
wechsel) Schutzhandschuhe getragen werden.
Spannbacken mit großem Spannschlüssel zentrisch
soweit nach außen drehen, daß die Grundbacken etwa
mit dem Futterkörper abschließen. Mit kleinem Verstell-
schlüssel den Backen nach außen drehen, dann umdre-
hen und wieder einsetzen. Die Einhaltung der Backen-
Reihenfolge 1 bis 4 ist dabei erforderlich. Schließlich mit
großem Spannschlüssel die umgedrehten Spannbak-
ken wieder zentrisch auf die gewünschte Stellung dre-
hen.
Futter
Spindelnase
Spindelnase
Futter
Futter
Spindelnase
8