ROHM ZG/ZS, ZGU/ZSU, EG/ES - Geared scroll chucks User Manual
Page 41
5.1
Lubrificazione: all’incirca ogni 8 ore di esercizio (ZG Hi-
Tru) o ogni 40 ore d’esercizio (restanti tipi di mandrino)
sugli appositi ingrassatori previsti sul lato frontale del
mandrino.
5.2
Pulitura parziale: all’incirca ogni 100 ore di esercizio si
deve effettuare una pulizia delle guide delle griffe. Il man-
drino resta sulla macchina. Pulire le griffe (non usare aria
compressa!), quindi svitarle e lavarle accuratamente
con petrolio o benzina solvente. Successivamente in-
grassarle di nuovo (F 80). Rimontando le griffe, rispet-
tare la giusta sequenza!
5.3
Pulitura completa
5.3.1 A secondo delle condizioni d’impiego all’incirca ogni 500
ore di esercizio togliere il mandrino dalla macchina e
smontarlo. Allo scopo svitare le griffe e smontare il man-
drino.
5.3.2 Smontaggio del mandrino ved. punto 8.
5.3.3 Pulire a fondo tutte le parti con petrolio o benzina sol-
vente. Controllo visivo delle singole parti. Successiva-
mente ingrassare di nuovo tutte le parti.
A tale scopo raccomandiamo il grasso speciale ”F
80”, che viene fornito in barattoli. Questo grasso non si
stacca neanche in caso di elevato numero dei giri del
mandrino. ”F 80” non si strappa neanche sotto l’effetto
di elevate pressioni superficiali e mantiene la forza di
serraggio.
5. Manutenzione (valida per tutti i tipi di mandrino per tornio)
Piattaforme (mandrini indipendenti a quattro griffe) (UGE/USE con griffe reversibili in un sol pezzo -- UGU/USU griffe riportate
a inversione)
Per il centraggio approssimativo servono gli anelli in-
cisi sul lato frontale, il centraggio fine deve avvenire col
comparatore. In proposito tenere presente che l’avanza-
mento con la vite di spostamento può avvenire solo
quando la griffa opposta dà la necessaria possibilità di
movimento svitando la vite di spostamento. In caso di
pezzi difficili da bloccare, le griffe sulla piattaforma pos-
sono venire svitate e il serraggio può avvenire con staffe
e viti direttamente nella piattaforma. Allo scopo servono
anche le cave supplementari a T e la scanalature di fis-
saggio.
Tutte le piattaforme all’occorrenza possono essere leg-
germente ripassate al tornio sul lato frontale per miglio-
rare la precisione di oscillazione radiale sulla macchina.
6. Bloccaggio del pezzo (valido per tutti i tipi di mandrino per tornio)
Per il bloccaggio del pezzo si devono rispettare determi-
nati criteri.
In caso di serraggio inappropriato esiste pericolo di fe-
rirsi perché il pezzo può venire proiettato via o le griffe
possono spezzarsi!!
In proposito si veda anche la tabella ”Esempi di situa-
zioni di serraggio pericolose e loro eleminazione”!
Attenzione: Per motivi tecnici, le guide delle ganasce de-
vono essere a spigolo vivo. Per evitare lesioni da taglio, la-
vorando sui bordi aperti delle guide delle ganasce (p.es.
durante la sostituzione delle ganasce) devono essere in-
dossati dei guanti.
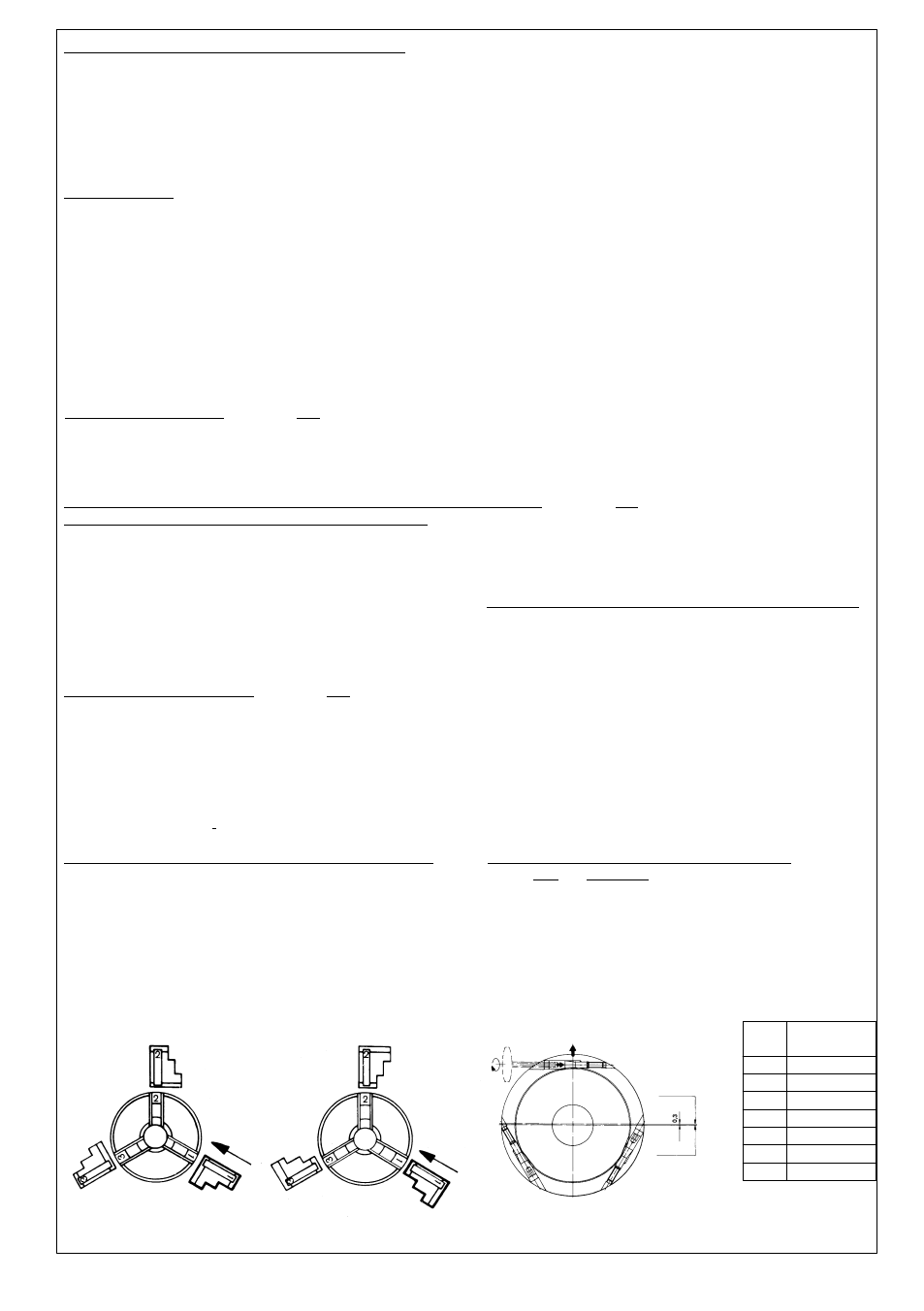
Cambiando le griffe di serraggio, rispettare la sequenza
1--2--3, ossia le griffe devono essere inserite nella loro guida
l’una dopo l’altra girando l’anello a spirale in modo che le cifre
1--2--3 incise nelle griffe siano all’esterno (ved. fig.)
Si deve considerare se i gradini delle griffe sono verso l’esterno
(Fig. 1) o verso l’interno (Fig. 2).
7. Asportazione del mandrino dalla testa portamandrino della macchina (valido per tutti i tipi di mandrino)
7.1 Asportazione dalla testa portamandrino con cono corto
7.1.1 Tipo di fissaggio a norme DIN 55021 con viti prigioniere
DIN 55022 o 55027 o DIN 55029 e ASA B 5.9 D1 (Cam-
lock):
Svitare gli elementi di fissaggio verso la testa portaman-
drino sul retro del mandrino stesso.
Non svitare nessuna vite sul mandrino!
7.1.2 Tipo di fissaggio a norme DIN 55021 e 55026 o ASA B
5.9 A1/A2/B1 -- fissaggio dal davanti:
Svitare le viti di fissaggio sul lato anteriore del mandrino.
Se sul lato anteriore del mandrino sono applicate viti
differenti, quelle più grandi sono le viti di fissaggio
del mandrino!
7.2 Tipo di fissaggio a norme ASA B 5.9 Tipo L (cono lungo)
Svitare il dado a risvolto sul retro del mandrino.
Non svitare le viti di fissaggio del coperchio sul lato
anteriore del mandrino!
8.1
Sfilare completamente le griffe di serraggio
E’ indispensabile rispettare la seguente sequenza:
8.2
Svitare le viti di fissaggio dei pignoni
8.3
Togliere i pignioni
8.4
Svitare le viti di fissaggio del coperchio secondo la Ta-
bella ”Possibile posizione delle viti di fissaggio del man-
drino e delle viti di fissaggio del coperchio”.
8.5
Svitare coperchio e spirale.
In caso di sede troppo ferma, inserire nell’incavo sul
corpo per le griffe del legno duro o del metallo dolce
come pezzo intermedio e percuotendo alternativamente
la spirale, staccarla insieme al coperchio.
Nel caso dei mandrini più grandi, per lo smontaggio del
coperchio o dell’anello a spirale prevedere delle filetta-
ture di estrazione o di distacco.
Il montaggio avviene per analogia in sequenza inversa.
8. Smontaggio del mandrino (valido per tutti i tipi di mandrino)
Nota relativa alle viti di fissaggio della flangia
(valido solo per ZG Hi-Tru)
Al momento del montaggio fare attenzione che le viti di fissag-
gio della flangia (ved. pag. 37 pos. 11) vengano serrate con la
giusta coppia, perché altrimenti non è più garantita la regola-
zione sensibile effettuata mediante le viti di spostamento. (In
proposito si veda anche la figura sottostante).
Rappresentazione schematica della regolazione fine
Nota relativa a mandrini per tornio con griffe di serraggio reversibili
Inserimento nella posizione griffe per
Inserimento nella posizione griffe per
interni (gradini verso l’esterno) -- Fig. 1
esterni (gradini verso l’interno) -- Fig. 2
W
Coppia di serraggio
mandrino
in Nm
80
4
100
4
125
7
160
7
200
11
250
16
315
16
Possibili disturbi e loro eliminazione ved. pag. 42
Centro albero di
Centro di serraggio
Sposta-
tornitura
mento
Possibili disturbi e loro eliminazione ved. pag. 42
41