ROHM ZG/ZS, ZGU/ZSU, EG/ES - Geared scroll chucks User Manual
Page 33
5.1
Lubricación: aprox. cada 8 (ZG Hi-Tru) o cada 40 (restan-
tes tipos de plato) horas de funcionamiento en las boquillas
de engrase para ello previstas en la cara frontal del plato.
5.2
Limpieza parcial: aprox. cada 100 horas de funciona-
miento realizar una limpieza de las guías de las garras. En
esta operación, el plato de torno se mantiene colocado en
la máquina. Limpiar las garras (
¡ no utilizar aire compri-
mido!), a continuación desatornillar y limpiar a fondo en
petróleo o disolvente apropiado. A continuación, reengra-
sar (F80). ¡ Asegurarse de que el orden es el correcto al in-
sertar las garras!
5.3
Limpieza completa
5.3.1
Según las condiciones de empleo desmontar el plato de la
máquina cada aprox. 500 horas de funcionamiento y sepa-
rar las distintas piezas del mismo. Para ello desatornillar las
garras y desmontar las piezas del plato.
5.3.2
Para el desmontaje del plato véase el Apdo. 8.
5.3.3
Limpiar a fondo todas las piezas en petróleo o disolvente
apropiado. Inspeccionar visualmente las distintas piezas. A
continuación, volver a engrasar todas las piezas. Para ello
recomendamos nuestra grasa especial ”F80”, que se
suministra en latas. Esta grasa especial no es despedida
por la fuerza centrífuga incluso a elevadas velocidades de
giro del plato. La grasa ”F 80” tampoco se desprende a ele-
vadas presiones superficiales y conserva la fuerza de suje-
ción.
5. Mantenimiento (válido para todos los tipos de platos de torno)
Platos de cuatro (garras independientes) UGE/USE con garras reversibles en una sola pieza -- UGU/USU con garras reversibles
postizas
Para el centraje basto se emplean los aros concentricos tor-
neados, debiendo realizarse el centraje de precisión con el
reloj comparador. Para ello se ha de tener en cuenta que el
avance con el husillo de ajuste no puede producirse hasta
que la garra opuesta dé la necesaria opción de movimiento
girando hacia atrás el husillo de ajuste. En piezas de difícil
sujeción pueden extraerse las cuatro garras del plato inde-
pendiente y puede realizarse la sujeción con bridas de suje-
ción y tornillos directamente en el plato de 4 mordazas. Para
ello se emplean también las acanaladuras adicionales me-
canizadas y las ranuras de sujeción. Todos los platos de
cuatro garras, en caso necesario, pueden retornearse lige-
ramente en la parte frontal para mejora de la precisión axial
en la máquina.
6. Sujeción de la pieza (válida para todos los tipos de plato)
En la sujeción de la pieza deben tenerse en cuenta de-
terminados criterios.
¡¡
En caso de sujeción indebida
existe peligro de sufrir lesiones si sale despedida la
pieza o si se rompen las garras!!
¡
Para ello se ha de tener en cuenta también la tabla
”Ejemplos de situaciones de sujeción de peligro y su eli-
minación!”
Atención: Por razones técnicas, las guías de las garras tienen
que presentar siempre cantos vivos. A fin de evitar lesiones
causadas por corte, cuando se lleven a cabo trabajos en los
cantos de las guías de las garras abiertas (por ej. en caso de
cambiar las garras) se deberán usar guantes de protección.
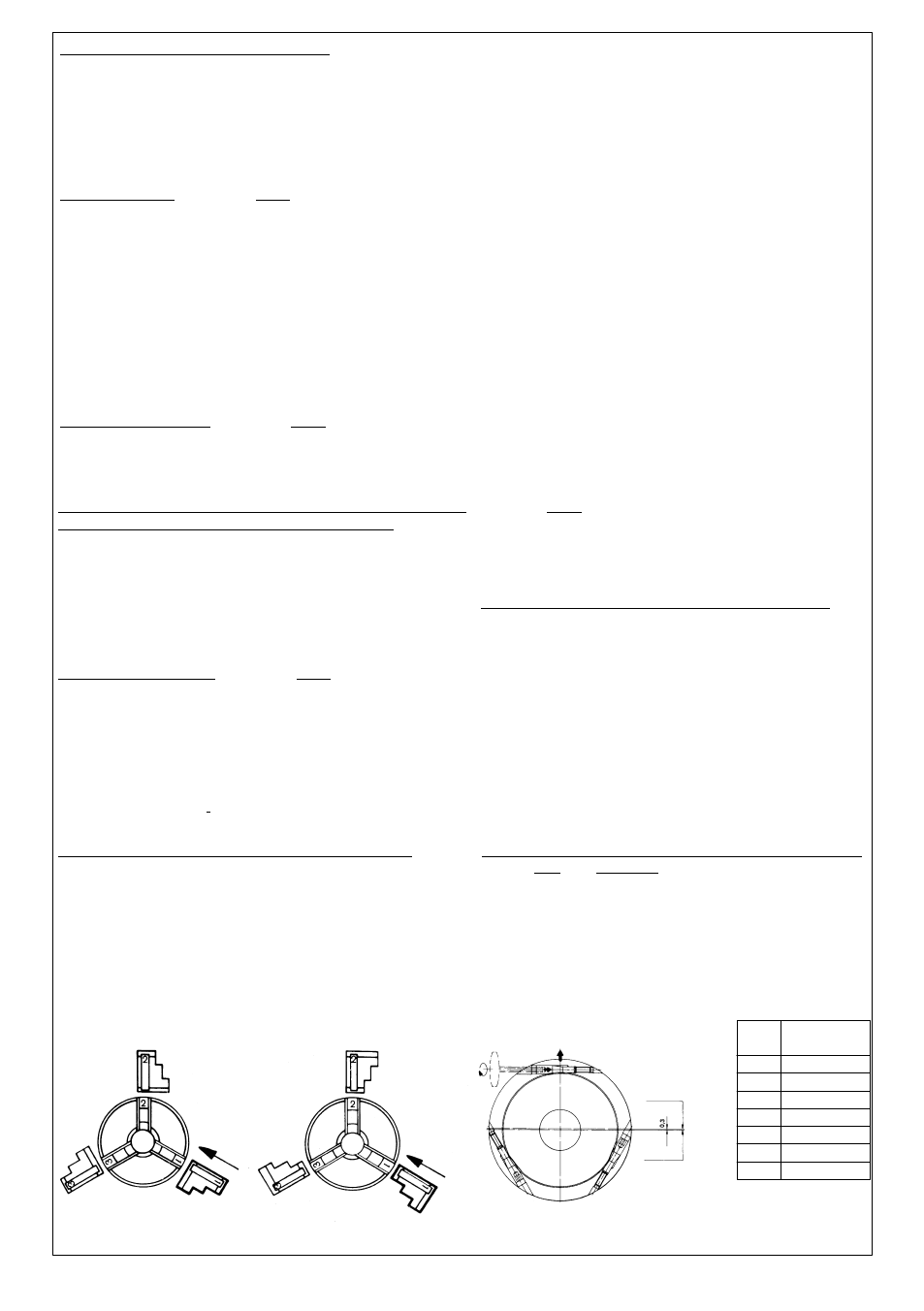
Al cambiar las garras de sujeción se ha de respetar el orden
1-2-3, es decir, deben introducirse consecutivamente girando
la corona espiral plana en la guía de cada garra de tal manera
que los números 1-2-3 estampados en las garras de sujeción
queden afuera (véase figura). El escalonado de las garras ha-
cia afuera (Fig. 1) o hacia adentro (Fig. 2) se ha de tener en
cuenta en la colocación de las mismas.
7. Desmontaje del plato del cabezal del husillo de la máquina (válido para todos los tipos de plato)
7.1 Desmontaje del cabezal del husillo con cono corto
7.1.1 Tipo de fijación según DIN 55021 con espárragos, DIN
55022 y 55027 ó DIN 55029 y ASA B 5.9 D1 (Camlock):
Soltar los elementos de fijación al cabezal del husillo si-
tuados en la parte posterior del plato.
¡
No soltar los tornillos de la cara frontal del plato!
7.1.2 Tipo de fijación según DIN 55021 y 55026 ó ASA B 5.9
A1/A2/B1 -- fijación por delante
Soltar los tornillos de fijación del plato de la cara anterior
de éste.
¡
Si en la cara anterior del plato están colocados tor-
nillos diferentes, los más grandes son los tornillos
de fijación del plato!
7.2 Tipo de fijación según ASA B 5.9 Tipo L (con alargo)
Soltar las tuercas de rácor de la cara posterior del plato.
¡
No soltar los tornillos de unión de la tapa situados
en la cara anterior del plato!
8.1
Desatornillar por completo las garras de sujeción
Es imprescindible hacerlo por el siguiente orden:
8.2
Extraer los tornillos de sujeción de los piñones de accio-
namiento.
8.3
Extraer los tornillos de accionamiento.
8.4
Desatornillar los tornillos de unión de la tapa de acuerdo
con la tabla ”Posición permitida de los tornillos de fija-
ción del plato y de los tornillos de unión de la tapa”.
8.5
Extraer la tapa y la corona-espiral.
Si están asentadas demasiado unidas colocar madera
dura o metal blando como pieza intermedia en la aber-
tura de las garras del cuerpo y golpeando alternativa-
mente contra la corona-espiral aflojarla junto con la tapa.
En platos de mayores dimensiones se han previsto para
desmontaje de la tapa o de la corona-espiral agujeros
roscados de extracción o expulsión.
En ensamblaje se realiza de forma análoga por el orden
inverso.
8. Desmontaje del plato (válido para todos los tipos de plato)
Observación sobre los tornillos de fijación del contraplato
(válidos solo para ZG Hi-Tru)
En el montaje se ha de tener en cuenta que los tornillos de fija-
ción del contraplato (véase Página 29, Pos. 11) se han de apre-
tar con el par correcto, ya que, de lo contrario, no queda garan-
tizado un ajuste de precisión mediante los husillos de ajuste.
(Véase al respecto también la figura inferior).
Representación esquemática del ajuste de precisión
Observación sobre los platos con garras de sujeción reversibles
Colocación en la posición de garras para
Colocación en la posición de garras para
taladrado (escalonadas hacia fuera) -- Fig.1
torneado (escalonadas hacia dentro) -- Fig.1
Diámetro
Par apriete
plato
en Nm
80
4
100
4
125
7
160
7
200
11
250
16
315
16
Posibles averías y su eliminación de la página 42
Centro de husillo
Centro de sujecion
Decalaje
de torno
Posibles averías y su eliminación de la página 42
33