ROHM ZG/ZS, ZGU/ZSU, EG/ES - Geared scroll chucks User Manual
Page 17
5.1
Lubrication: appr. every 8 (ZG Hi-Tru) or every 40 ope-
rating hours (other chuck types) at the lubricating nipples
provided for the purpose at the chuck face.
5.2
Partial cleaning: Clean jaws and jaw guides every 100
hours of operation approximately, leaving the chuck on
the machine. Wipe jaws clean (not using compressed
air!), then back them out and thoroughly clean them in
petroleum or petroleum ether. Finally, coat jaws with
fresh grease (F80). Reinsert jaws in the correct se-
quence!
5.3
Full cleaning
5.3.1 Depending the conditions or use, appr. every 50 hours
of operating remove the chuck from the machine, back
out the jaws and disassemble the chuck.
5.3.2 For disassembly, see point 8
5.3.3 Thoroughly clean all parts in petroleum or petroleum
ether. Visually inspect the individual parts. Then coat all
parts with fresh grease.
We recommend our ”F80” special grease, which is
available in tins. This special grease is not flung off even
at high chuck speeds. ”F 80” also resists high surface
pressures and maintains the gripping force of the chuck.
5. Maintenance (valid for all lathe chuck types)
Face plates (four-jaw independent chucks)
UGE/USE with single-piece reversible jaws -- UGU/USU with reversible top jaws
The jaws cen be centered approximately by adjusting
them to the concentric grooves around the face of the
chuck body. Accurate centring requires the use of a dial
indicator. Note that each jaw may only be advanced by
turning the adjusting spindle after the opposite jaw has
been backed out with the adjusting spindle far enough to
provide the necessary clearance to move the workpiece.
For workpieces which are difficult to chuck, the jaws can
be backed out and removed from the faceplate and re-
placed by clamps and bolts which hold the workpiece di-
rectly on the faceplate. The additional T-slots and moun-
ting slots provided in the faceplate serve the same pur-
pose.
If necessary, the faces of all faceplates can be remachi-
ned with a light cut to reduce axial slip.
6. Chucking the workpiece (valid for all lathe chuck types)
Certain criteria must be taken into account when chuk-
king the workpiece.
If workpieces are incorrectly mounted, the danger of
workpieces being flung out of the machine or jaw brea-
kage can arise!!
For more details see the table ”Examples of dangerous
chucking situations and their remedy”.
Attention: For technical reasons the jaw guidings have to
be sharp edged. To avoid injuries safety gloves must be
worn when working at freely accessible jaw guiding edges
(i. e. for jaw changing).
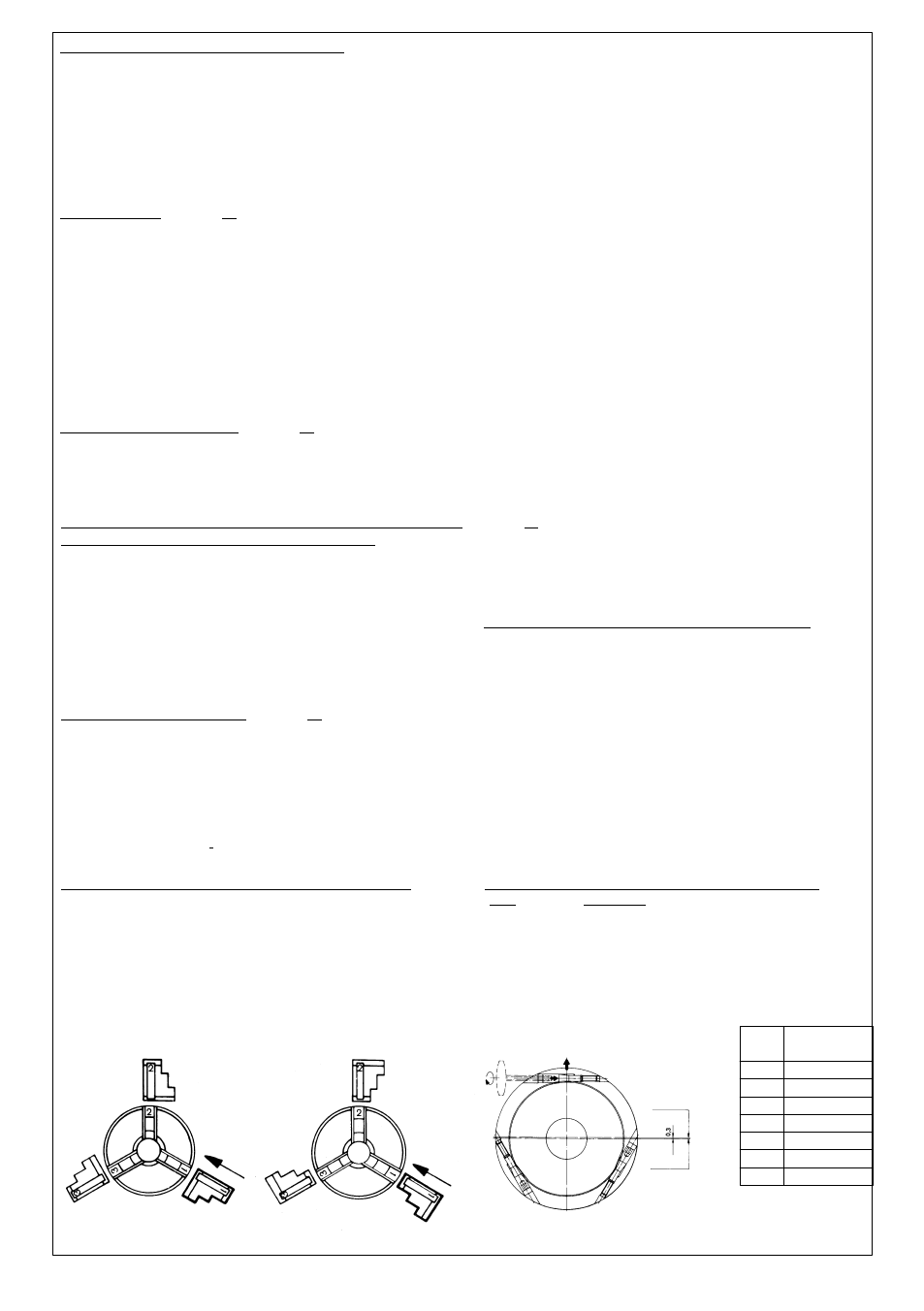
When changing the chuck jaws, adhere to the sequence
1-2-3, i.e. they must be inserted in sequence in the jaw guide
while turning the scroll in such a way that the numbers embos-
sed in the jaws 1 - 2 - 3 are facing the outside (see Fig.).
The jaw steps to the outside (Fig. 1) or to the inside (Fig. 2) must
be taken into consideration.
7. Removing the lathe chuck from the machine spindle head (valid for all chuck types)
7.1 Removing from a spindle head with short taper
7.1.1 Fixture type as per DIN 55021 with stud bolts, DIN 55022
and 55027 or DIN 55029 and ASA B 5.9 D1 (Camlock):
Release the fixing elements to the spindle head at the
back of the chuck.
Do not release any screws at the chuck!
7.1.2 Fixture type as per DIN 55021 and 55026 or ASA B 5.9
A1/A2/B1 - fixture from the front:
Release the chuck mounting screws at the front of the
chuck.
If different screws are mounted on the front of the
chuck, the bigger ones are always the chuck moun-
ting screws!
7.2 Fixture type as per ASA B 5.9 type L (long taper)
Release the union nut at the back of the chuck.
Do not release the backplate mounting screws at the
front of the chuck!
8.1
Back out the jaws.
Adhere to the following instruction sequence wi-
thout fail!
8.2
Loosen the pinion retaining screws
8.3
Remove pinions.
8.4
Unscrew the backplate in accordance with the table
”Possible position of the chuck mounting screws”.
8.5
Remove the backplate and scroll. If they are too firm to
move, insert hard wood or soft metal as an intermediate
element in the jaw recess of the body and dislodge the
back plate and scroll by tapping alternately on the scroll.
In the case of larger chucks, press-off or extractor devi-
ces have to be used to disassemble the backplate and
scroll.
Reassemble in corresponding reverse sequence.
8. Disassembling the chuck (valid for all chuck types)
Remark relating to adapter plate mounting screws
(only applies to ZG Hi-Tru)
When mounting, remember to tighten the adapter plate moun-
ting screws (see page 13 point 11) with the correct torque, as
otherwise precise adjustment by the adjusting spindle is no lon-
ger guaranteed. (See also the illustration below).
Schematic diagram of fine adjustment
Remark relating to lathe chucks with reversible jaws
Insertion in the drilling jaw position
Insertion in the lathe jaw position
(stepped towards the outside) - Fig. 1
(stepped towards the inside) - Fig. 1
Chuck
Tightening torque
dia.
in Nm
80
4
100
4
125
7
160
7
200
11
250
16
315
16
Possible faults and their remedy see page 42
Lathe spindle centre
Gripping centre
Offset
Possible faults and their remedy see page 42
17