ROHM ZG/ZS, ZGU/ZSU, EG/ES - Geared scroll chucks User Manual
Page 25
5.1
Graissage: Toutes les 8 (ZG Hi-Tru) ou 40 heures de
service (autres types de mandrins), au niveau des grais-
seurs prévus à cet effet sur la face frontale du mandrin.
5.2
Nettoyage partiel: Toutes les 100 heures de service en-
viron, procéder à un nettoyage des glissières de guidage
des mors. Pour ce nettoyage, le mandrin de tour reste
sur la machine. Nettoyer les mors (ne pas utiliser d’air
comprimé!), puis les dévisser et les déposer, et les net-
toyer à fond dans du pétrole ou de l’éther de pétrole. En-
suite, les regraisser (F 80). Respecter l’ordre correct lors
de la remise en place des mors.
5.3
Nettoyage intégral
5.3.1 En fonction des conditions d’utilisation, et toutes les 500
heures de service environ, déposer le mandrin de la ma-
chine et le démonter. A ces fins, dévisser le mors et
démonter le mandrin.
5.3.2 Démontage du mandrin, voir point 8
5.3.3 Nettoyer toutes les pièces à fond, dans du pétrole ou de
l’éther de pétrole. Procéder à un contrôle visuel des
différentes pièces. Ensuite, regraisser toutes les pièces.
A ces fins, nous recommandons d’utiliser notre
graisse spéciale ”F80” qui est livrée en boîtes. Cette
graisse spéciale ne précipitera pas, même à des vites-
ses de rotation élevées du mandrin de tour. ”F 80” ne se
rompt pas, même à des pressions en surface élevées et
elle conserve la force de serrage.
5. Entretien (valable pour tous les types de mandrins de tour)
6. Serrage de la pièce (valable pour tous les types de mandrins de tour)
Lors du serrage de la pièce, certains critères doivent être
respectés.
Un serrage incorrect peut entraîner des blessures par
éjection de la pièce ou par rupture des mors !!
A cet égard, respecter égalment le tableau ”Exemples
de serrage dangereux, et leur élimination”!
Plateaux circulaires (mandrins à quatre mors indipendants)
UGE/USE avec mors réversible en une partie -- UGU/USU avec mors rapporté réversible
Pour le centrage sommaire, on utilise les anneaux con-
centriques noyés, tandis que le centrage précis doit être
effectué au comparatuer. A cet égard, tenir compte du
fait que l’avance avec la broche de réglage ne doit inter-
venir que lorsque le mors opposé donne la possibilité de
mouvement nécessaire, en ramenant la broche de
réglage. Dans le cas de pièces difficiles à serrer, les
mors peuvent être dévissés du plateau circulaire et le
serrage être effectué à l’aide de pattes de serrage et de
vis, directement dans le plateau circulaire. A ces fins, on
utilise également les rainures en T et les fentes de ser-
rage prévues en plus.
En cas de besoin, et pour améliorer le voile sur la ma-
chine, tous les plateaux circulaires peuvent être légère-
ment tournés en face frontale.
Attention : Pour des raisons techniques, les guides des
mors ont des arêtes tranchantes.
Portez des gants de protection lorsque vous travaillez sur
ces arêtes ouvertes (pour changer les mors par ex.) pour
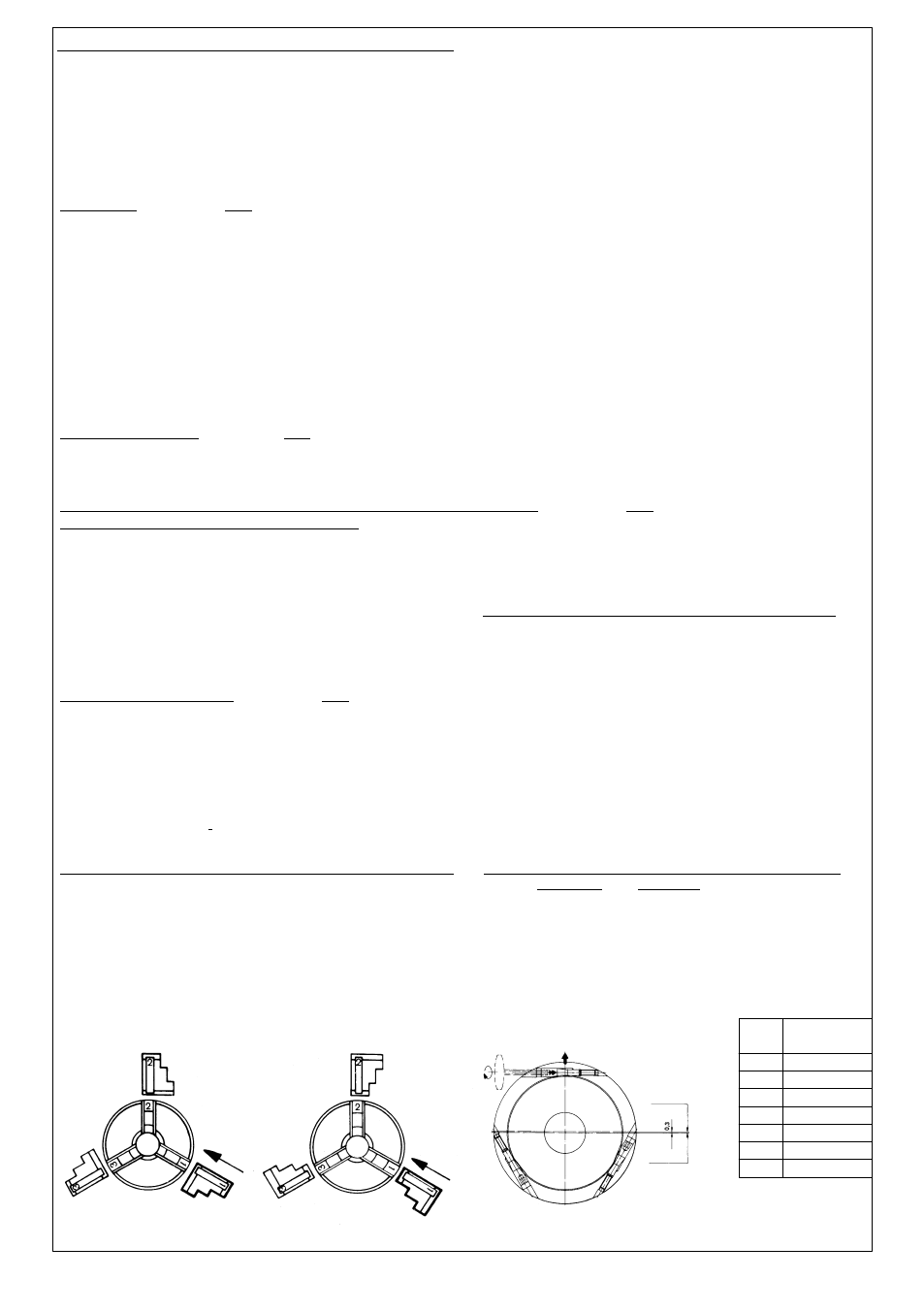
éviter de vous blesser. Lors de remplacement des mors, il faut
respecter l’ordre 1-2-3, cest-à-dire que ces mors doivent être
mis en place dans la glissière de guidage successivement, en
tournant la couronne spirale, de façon à ce que les chiffres 1-2-3
frappés dans les mors se trouvent à l’extérieur (voir fig.).
L’étagemant des mors vers l’extérieur (fig. 1) ou vers l’intérieur
(fig. 2), doit à cet égard être respecté.
7. Démontage du mandrin de tour de la tête porte-broche de la machine (valable pour tous les types de mandrins)
7.1 Dépose de la tête porte-broche á cône court
7.1.1 Mode de fixation selon DIN 55021 avec boulons filetés,
DIN 55022 et 55027, ou DIN 55029 et ASA B 5.9 D1
(Camlock):
Desserrer les éléments de fixation jusqu’à la tête porte-
broche, au dos du mandrin.
Ne pas desserrer de vis sur le mandrin!
7.1.2 Mode de fixation selon DIN 55021 et 55026 ou ASA B 5.9
A1/A2/B1 -- Fixation par l’avant:
Desserrer les vis de fixation du mandrin qui se trouvent
à l’avant du mandrin.
Si différentes vis sont placées à l’avant du mandrin,
les plus grandes vis sont les vis de fixation du man-
drin!
7.2 Mode de fixation selon ASA B 5.9, type L (cône lang)
Desserrer le contre-écrou se trouvant au dos du mandrin
Ne pas desserrer les vis de fixation du couvercle se
trouvant à l’avant du mandrin!
8.1
Dévisser entièrement les mors
Respecter impérativement l’ordre suivant:
8.2
Dévisser les vis de maintien des pignons d’entraînment
8.3
Déposer les pignons d’entraînement
8.4
Dévisser les vis de fixation du couvercle selon le tableau
”Position possible des vis de fixation du mandrin et des
vis de fixation du couvercle”.
8.5
Déposer le couvercle et la couronne spirale.
S’ils adhèrent trop, mettre en place dans l’évidement du
corps destiné au mors, un morceau de bois dur ou de
métal tendre pour servir d’entretoise et, en frappant par
alternance contre la couronne spirale, déposer celle-ci
avec le couvercle.
Dans le cas de mandrins de grande taille, il convient de
prévoir des filetages de refoulement et d’éjection pour
démonter le couvercle et la couronne spirale.
Le montage s’effectue dans l’ordre inverse.
8. Démontage du mandrin (valable pour tous les types de mandrins)
Remarque concernant les vis de fixation du faux-plateau
(valable seulement pour ZG Hi-Tru)
Lors du montage, il convient de veiller à ce que les vis de fixa-
tion du faux-plateau (voir page 21, repère 11) soient serrées au
couple correct, faute de quoi un réglage précis par les broches
de réglage ne sera plus garanti. (Voir égalemant, à cet égard,
la figure ci-dessous).
Représentation globale du réglage de précision
Remarque concernant les mandr. de tour avec mors réversibles
Mise en place dans la position mors de
Mise en place dans la position mors de
perçage (étagé vers l’extérieur) - Fig. 1
tour (étagé vers l’intérieur) - Fig. 1
W du
Couple de
mandrin. serrage en Nm
80
4
100
4
125
7
160
7
200
11
250
16
315
16
Anomalies possibles et leur élimination voir page 42
Centre broche
Centre de serrage
Déport
de rotation
Anomalies possibles et leur élimination voir page 42
25