ROHM ZG/ZS, ZGU/ZSU, EG/ES - Geared scroll chucks User Manual
Page 40
3.1 Applicazione del mandrino sull’albero con cono corto
(Tabella 1)
3.1.1 Pulire con cura l’attacco conico e il piano di appoggio del
mandrino nonché l’albero della macchina. Controllare
oscillazione radiale e assiale del nasello dell’albero (am-
messo 0,005 a norme DIN 6386 e ISO 3089).
3.1.2 Applicare il mandrino sull’albero e serrare leggermente
gli elementi di fissaggio.
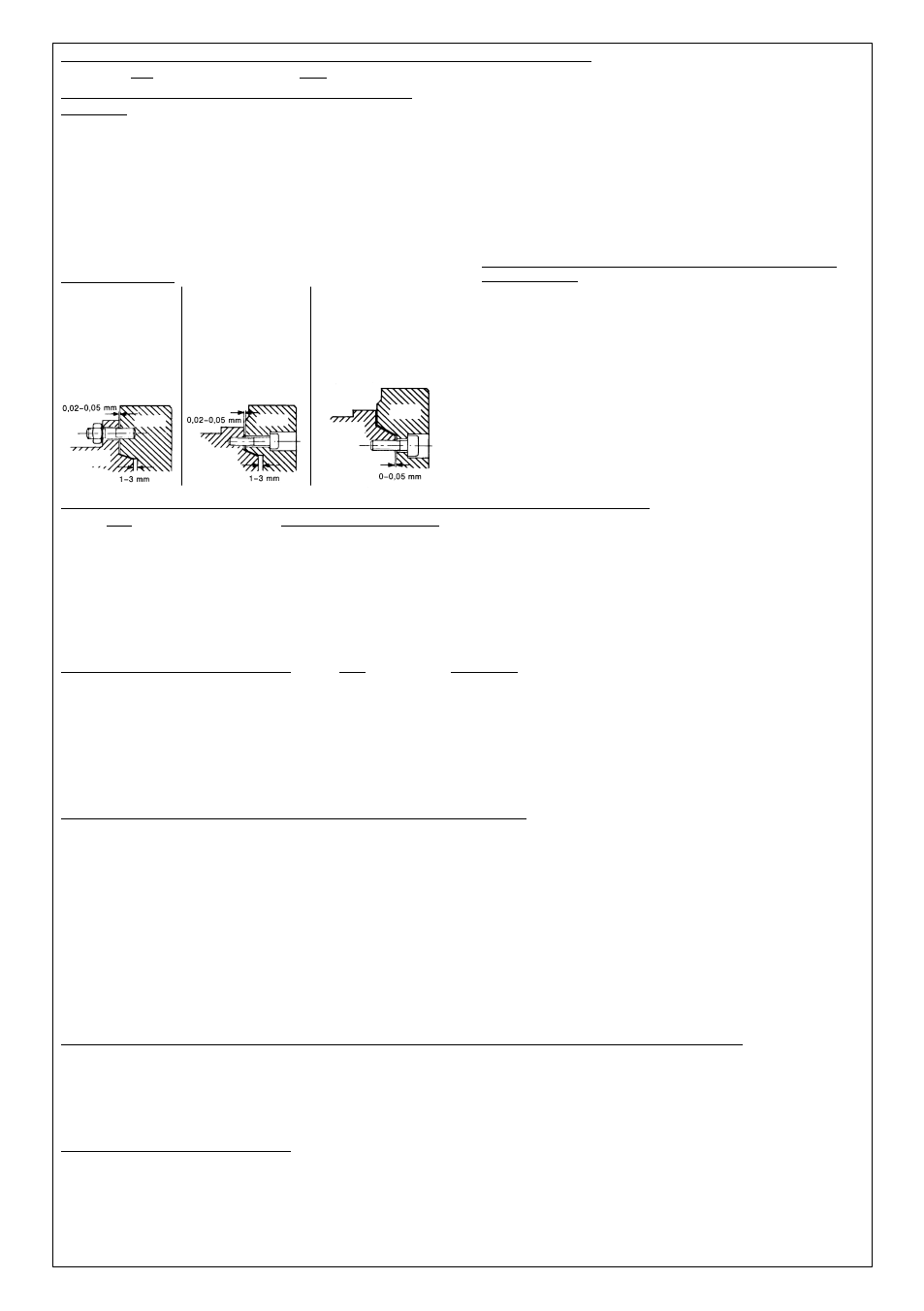
3.1.3 Controllare l’interstizio di tiraggio con una sonda.
Quota di tiraggio
a) In caso di fissaggio
b) In caso di fissaggio
c) In caso di fissaggio
con vite prigioniera
dal davanti nella cir-
dal davanti nella cir-
DIN 55027 e 55022
conferenza esterna
conferenza interna
o perno Camlock
passante per i fori,
passante per i fori,
DIN 55029 e ASA
DIN 55026, 55021,
DIN 55026 ASA B5.9
B 5.9 D 1 (non
ASA B 5.9 A1/A2
A1/B1
rappresentato)
3.1.4 Serrare saldamente a croce in modo uniforme gli ele-
menti di serraggio.
Cono corto e piano di appoggio del mandrino dopo
il montaggio devono accoppiarsi uniformemente
sul nasello dell’albero!
3.1.5 Montando il mandrino su alberi con attacco Camlock a
norme DIN 55029 e ASA B 5.9 D1, il bloccaggio deve av-
venire girando e destra il perno eccentrico.
3.2 Applicazione del mandrino sull’albero con cono lungo
(ved. Tabella 1)
Prima di montare attacco conico e filettatura pulire accu-
ratamente la testa portamandrino. Il cono deve appog-
giare perfettamente senza gioco assiale.
3. Montaggio del mandrino per tornio sulla testa portamandrino della macchina
(valido per tutti i tipi di mandrino e per tutte le piattaforme)
I valori indicati presuppongono un albero da tornio in perfette
condizioni ed un mandrino montato a regola d’arte. Per la misu-
razione si devono usare spine temprate e rettificate perfetta-
mente cilindriche nonché anelli di controllo a pareti di forte spes-
sore (deformazione).
Nel caso in cui il mandrino non corrisponda alle tolleranze di
concentricità specificate, verificare le dimensioni del cono
sull’albero della macchina. A tale scopo di devono controllare
diametro e inclinazione del cono corto e lungo e al tempo stesso
va controllato se esistono errori di concentricità del cono oscilla-
zioni radiali del piano di appoggio.
Durante la verifica bloccare il mandrino solo su pignone zero
con freccia.
4. Controllo dell’oscillazione radiale ed assiale a norme DIN 6386 Parte 1 (ved. Tabella 3)
(valido solo per mandrini per tornio ZG-ZS, ZGU-ZSU e ZGD
Regolazione del mandrino per tornio EG-ES su serraggio concentrico
Gli anelli incisi sul lato frontale del corpo del mandrino
servono per eseguire a vista una centratura preliminare
approssimativa delle griffe.
Serrare il pezzo tondo o il calibro di verifica esercitando
una leggera pressione e registrare il comparatore per ri-
levare l’oscillazione radiale. Con la chiave di regolazione
piccola girare avanti o indietro le griffe di serraggio tra-
mite la vite di spostamento supportata nella griffa, finché
il comparatore non indica più nessun errore. Fare atten-
zione che l’avanzamento con la vite di spostamento con-
tro il pezzo può avvenire solo quando le griffe di serrag-
gio opposte forniscono la necessaria possibilità di movi-
mento.
Mentre nel mandrino a 3 griffe il pezzo è già appoggiato
quando si ha una registrazione concentrica, nel man-
drino a 4 griffe bisogna prima portarle a contatto tutte e
quattro. In fase di centratura spostare le due griffe di ser-
raggio opposte fino a raggiungere la precisione di oscil-
lazione radiale voluta.
Dopo questa regolazione il serraggio e lo sblocco
del mandrino EG-ES avvengono solo con la chiave
di serraggio grande tramite i pignoni inseriti sulla
periferia del corpo del mandrino. La vite di sposta-
mento non deve essere usata per il serraggio e lo
sblocco.
(Per la regolazione dell’asse di rotazione non è necessario svi-
tare nessuna vite di fissaggio.)
1.
Bloccare il pezzo o il calibro a tampone e stabilire la mas-
sima escursione del comparatore.
2.
A seconda della posizione dell’errore di oscillazione as-
siale si devono svitare una o due viti di spostamento più
prossime alla massima escursione del comparatore.
3.
Serrare ulteriormente le altre viti di spostamento finché
il centro di serraggio non è corretto di metà escursione
del comparatore.
4.
Controllare un’altra volta l’oscillazione radiale ed even-
tualmente ripetere l’operazione di allineamento.
5.
Serrare leggermente le viti di spostamento allentate in
precedenza e controllare nuovamente l’oscillazione ra-
diale.
Regolazione dell’asse di rotazione (valido solo per mandrini ZG Hi-Tru)
Regolazione del mandrino per tornio EG-ES per il serraggio di pezzi non circolari e di forma irregolare
Con la chiave di serraggio grande allontanare o avvici-
nare concentricamente tutte le griffe di serraggio, nella
misura che appare necessaria in base alla forma del
pezzo. Con la chiave di regolazione piccola, ruotando la
vite di spostamento, adattare le griffe di serraggio rever-
sibili alla posizione del pezzo necessaria.
Dopo questa regolazione, il serraggio e lo sblocco
del mandrino EG-ES avvengono solo con la chiave
di serraggio grande tramite i pignoni inseriti sulla
periferia del corpo del mandrino.
Inversione delle griffe di serraggio
Attenzione: Per motivi tecnici, le guide delle gana-
sce devono essere a spigolo vivo. Per evitare lesioni
da taglio, lavorando sui bordi aperti delle guide delle
ganasce (p.es. durante la sostituzione delle gana-
sce) devono essere indossati dei guanti.
Con la chiave di serraggio grande ruotare concentrica-
mente all’esterno le griffe di serraggio fino ad avere le
griffe base all’incirca a filo del corpo del mandrino. Con
la chiave di serraggio piccola girare le griffe all’esterno,
quindi girarle e riapplicarle. Durante questa operazione
è necessario rispettare la sequenza di inserimento delle
griffe 1-4. Con la chiave di serraggio grande infine ruo-
tare di nuovo concentricamente le griffe di serraggio gi-
rate nella posizione voluta.
Mandrino
Nasello albero
Nasello albero
Mandrino
Mandrino
Nasello albero
40