Climax VM8000 GLOBE/CONTROL VALVE REPAIR User Manual
Page 2
For help contact: Climax Portable Machine Tools, P.O. Box 1210, Newberg, OR 97132 USA Website: www.cpmt.com
Worldwide Phone: 503.538.2185
USA/Canada Toll-Free: 800.333.8311
Fax: 503.538.7600
Email: [email protected]
V M 6 0 0 0 V a l v e R e p a i r M a c h i n e
page
2
Valves are often damaged in the throat
area by corrosion or steam cavitation.
Now you can eliminate remove/replace
downtime and expense by repairing the
worn valve while you leave it in-line.
The Model VM6000 Portable Valve
Repair Machine makes on-site repair of
a wide range of valves practical. With
the VM6000, you remove the valve
bonnet assembly to allow access to the
valve throat, machine a weld prep
groove, apply a weld build-up as
necessary in the eroded area. in the
eroded area, and bore out the valve
throat to original dimensions.
Capabilities
The Model VM6000 is a “generic” valve
repair machine that mounts on and bores
the throat area of any valve the mounting
fixtures can attach to. Using three mount-
ing ring sizes, the VM6000 mounts directly
on valves with outside flange diameters
from 3.5 - 17 inches (88.9 - 431.8 mm). It
machines inside diameters from 2.5 - 13
inches (63.5 - 330.2 mm). The VM6000 is
capable of boring inside diameters, turning
outside diameters, undercutting, and
cutting recesses and grooves.
Features
The VM6000’s power head long ago
proved its rugged dependability in our
Model FF12 portable flange facing
machine. The 1.2 hp (0.90 kW) pneumatic
motor and gear reduction provide
plenty of torque for remachining valves.
The mounting fixtures, which form a
sturdy base, mount directly on the valve
to align and center the unit. Two
different tool heads provide access to
any inside and outside diameter within
the standard 2.5 - 13 inch (63.5 - 330.2
mm) range.
Axial feed is via automatic power feed
(optional digital readout available). The
power feed unit can be quickly removed
if you want manual feed for tool
positioning. Automatic radial feed is
incorporated in both tool heads and
allows cutting of recesses and grooves.
The small tool head feeds the tool
radially at 0.0025 or 0.005 inches
(0.0635 or 0.1270 mm) per revolution.
Automatic tool stop allows cutting to a
preset diameter.
Setup and operation
To set up the VM6000, attach, center
and align the proper mounting fixture
components. Insert and center the
power head/spindle and align it in the
valve. Once the VM6000 has been
aligned it can be removed and replaced
without disturbing the alignment.
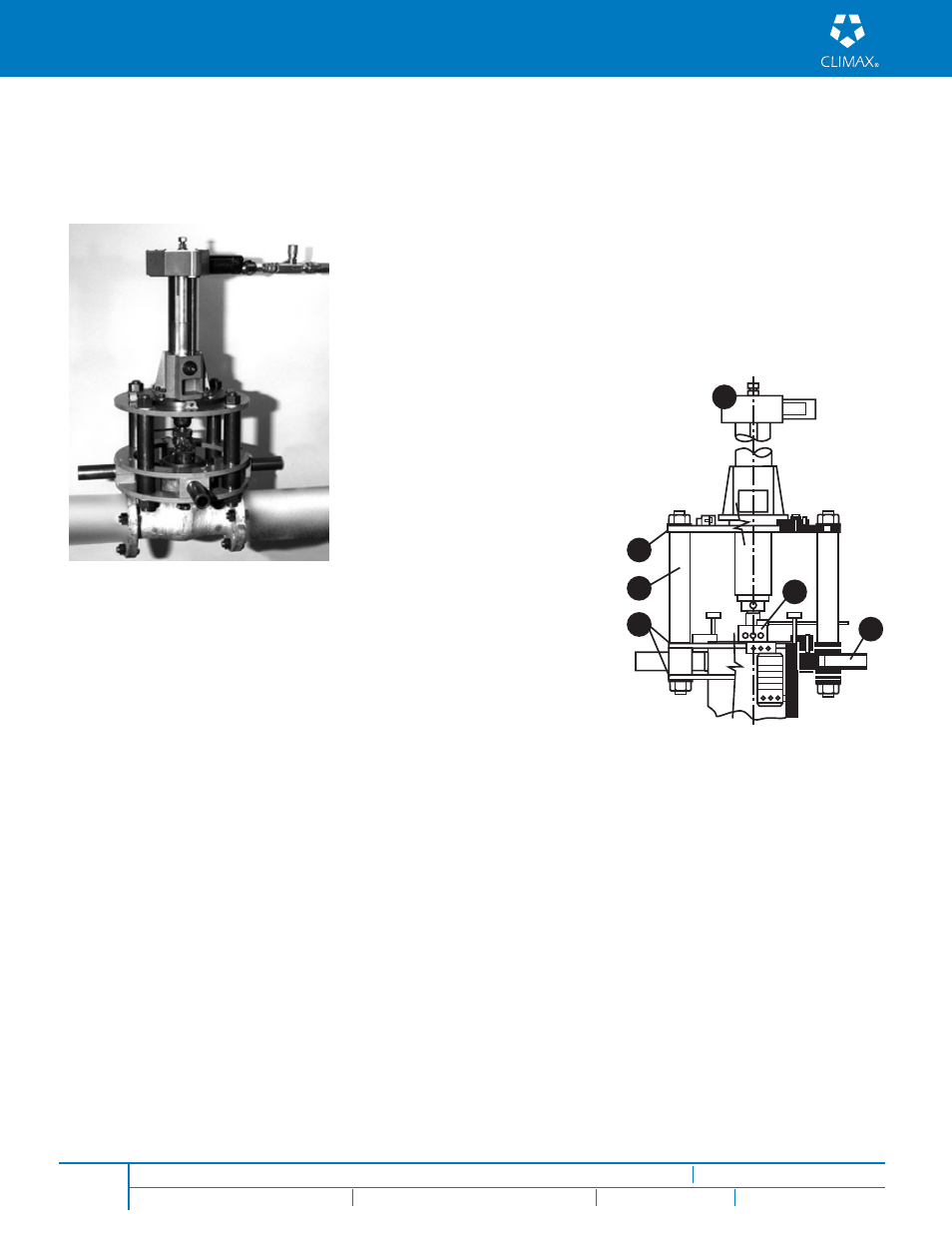
6
2
3
1
4
5
Repair n-Line Valves With 2.5 - 13 inch
(63.5 - 330.2 mm) Diameter Pressure Seal Bores
1. Valve clamping ring
2. Power head alignment
plate
3. Support leg
4. Automatic boring head
5. Clamping jaw
6. Power head