Blade selection, Ope r atio ns – Woodstock M1013 User Manual
Page 26
-24-
M1013 Owner's Manual (Mfg. Since 6/09)
O
PE
R
ATIO
NS
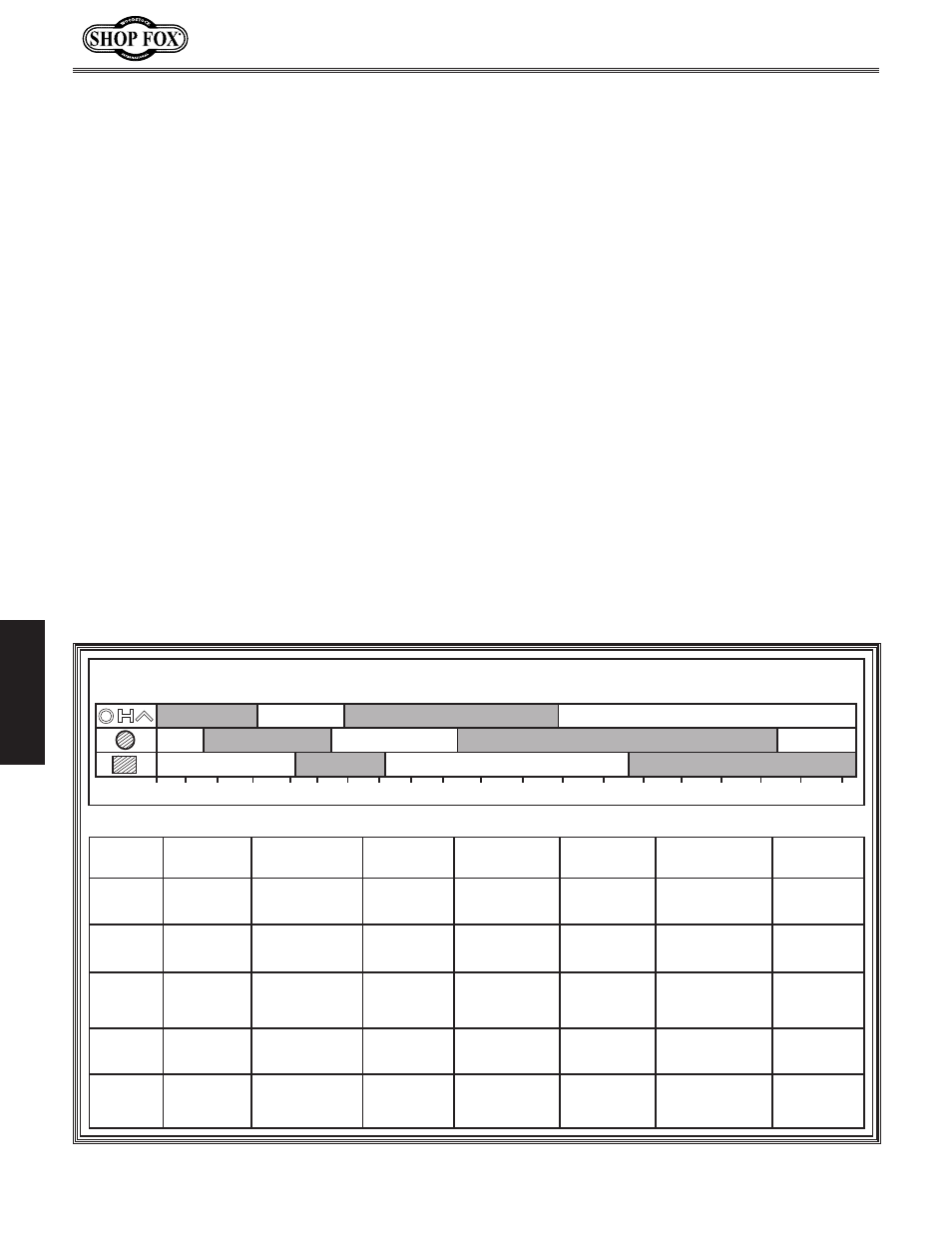
Blade Selection
The chart below is a basic starting point for
choosing blade type based on teeth per inch
(TPI) for variable tooth pitch blades and for
standard raker type bimetal blades/HSS blades.
However, for exact specifications of bandsaw
blades, contact the blade manufacturer.
Here are some general rules of thumb with
respect to bandsaw blade use.
• At least three teeth must contact the metal
at any phase of the cut. Otherwise, the
teeth can load up with metal, fracture, and
break off. If the TPI is too high, the teeth
can load up with material and overheat,
damaging the blade.
• For a faster but rougher cut, use a blade
with a lower TPI and a higher feed rate.
• For a slower but smoother cut, use a blade
with more TPI and a lower feed rate.
To select the correct blade TPI, do these
steps:
1. Measure the material thickness. This
measurement is the length of cut
taken from where the tooth enters the
workpiece, sweeps through, and exits the
workpiece.
2. Refer to the "Material Thickness" row of
the blade selection chart in
Figure 26, and
read across to find the workpiece thickness
you need to cut.
3. Refer to the "Shape" of metal and "Material
Type" columns, and find the shape and
material to be cut.
4. In the applicable row, read across to the
right and find the box where the row and
column intersect. Listed in the box is the
minimum TPI recommended for the variable
tooth pitch blades, and the TPI for bimetal
raker blades in parentheses.
Copper
Alloy
229~482
(70) (147)
203~213
(62) (65)
85-203
(26) (62)
220
(67)
220~534
(67) (163)
203
(62)
85
(26)
321
(98)
180~220
(54) (67)
95~213
(29) (65)
242
(75)
65~85
(20) (26)
180~220
(54) (67)
75~118
(25) (36)
246
(75)
108~225
(33) (75)
196~354
(60) (108)
203
(62)
111~321
(34) (98)
150~203
(46) (62)
Aluminum
Alloy
Thin
Tube
Angle
Steel
Carbon
Steel
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Material
TOOTH SELECTION
CUTTING SPEED RATE RECOMMENDATION
Material
Material
Material
Tool Steel
Mold Steel
High-Speed
Tool Steel
Alloy
Steel
Water
Hardened
Tool Steel
Stainless
Steel
CR Stainless
Steel
Free Machining
Stainless Steel
Gray
Cast Iron
Ductile
Austenitic
Cast Iron
Malleable
Cast Iron
Plastics
Cold-Work
Tool Steel
Hot-Work
Tool Steel
Oil-Hardened
Tool Steel
50
2
3
4 5
6
7
8
9
10
11
12
13
14 15
16
17
18
19
2½
3½
75
100
150
200
250
300
350
400
2/3
2/3
2/3
1.4/2.5
1.4/2.5
1.5/.8
1.5/.8
3/4
3/4
3/4
4/6
4/6
5/8
450
mm
inch
Figure 26. Blade selection chart.