Fundamentals – HEIDENHAIN TNC 620 (73498x-01) User Manual
Page 201
HEIDENHAIN TNC 620
201
6.6 P
a
th cont
ours—FK fr
ee cont
our
pr
ogr
a
mming (A
dv
anced Pr
ogr
a
mming
F
e
at
ur
es sof
tw
a
re
option)
6.6 Path contours—FK free contour
programming (Advanced
Programming Features
software option)
Fundamentals
Workpiece drawings that are not dimensioned for NC often contain
unconventional coordinate data that cannot be entered with the gray
path function keys. For example:
Known coordinates on the contour element or in its proximity
Coordinate data can be referenced to another contour element
Directional data and data regarding the course of the contour
You can enter such dimensional data directly by using the FK free
contour programming function. The TNC derives the contour from the
known coordinate data and supports the programming dialog with the
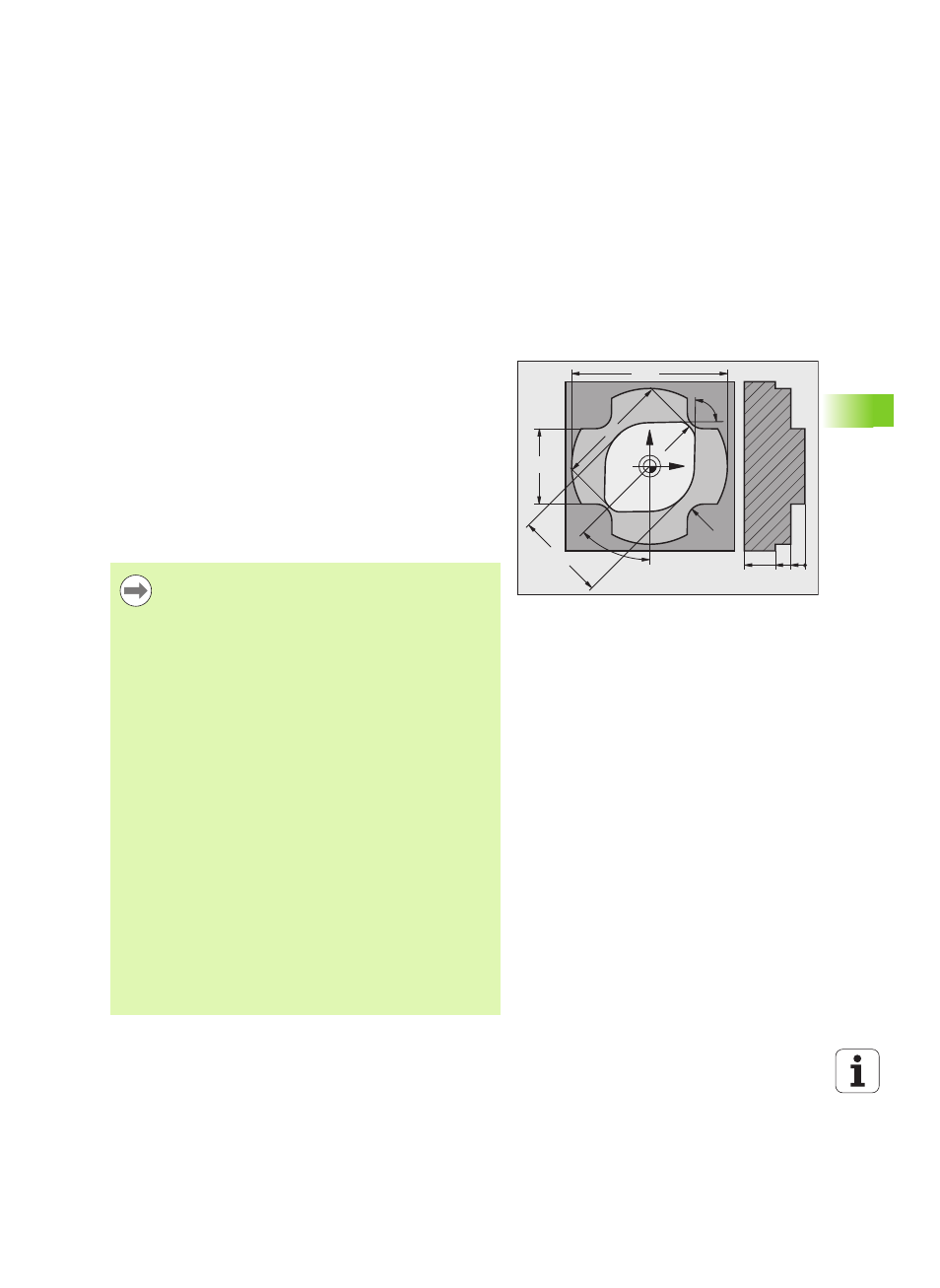
interactive programming graphics. The figure at upper right shows a
workpiece drawing for which FK programming is the most convenient
programming method.
Y
X
0
5
10
20
88.15°
¬36
45°
¬21
18
R4
28
R2.5
The following prerequisites for FK programming must
be observed
The FK free contour programming feature can only be
used for programming contour elements that lie in the
working plane. The working plane is defined in the first BLK
FORM
block of the part program.
You must enter all available data for every contour
element. Even the data that does not change must be
entered in every block—otherwise it will not be
recognized.
Q parameters are permissible in all FK elements, except in
elements with relative references (e.g. RX or RAN), or in
elements that are referenced to other NC blocks.
If both FK blocks and conventional blocks are entered in a
program, the FK contour must be fully defined before you
can return to conventional programming.
The TNC needs a fixed point from which it can calculate
the contour elements. Use the gray path function keys to
program a position that contains both coordinates of the
working plane immediately before programming the FK
contour. Do not enter any Q parameters in this block.
If the first block of an FK contour is an FCT or FLT block, you
must program at least two NC blocks with the gray path
function keys to fully define the direction of contour
approach.
Do not program an FK contour immediately after an LBL
command.